RM06F7153CT 0603贴片电阻:完整规格与分析
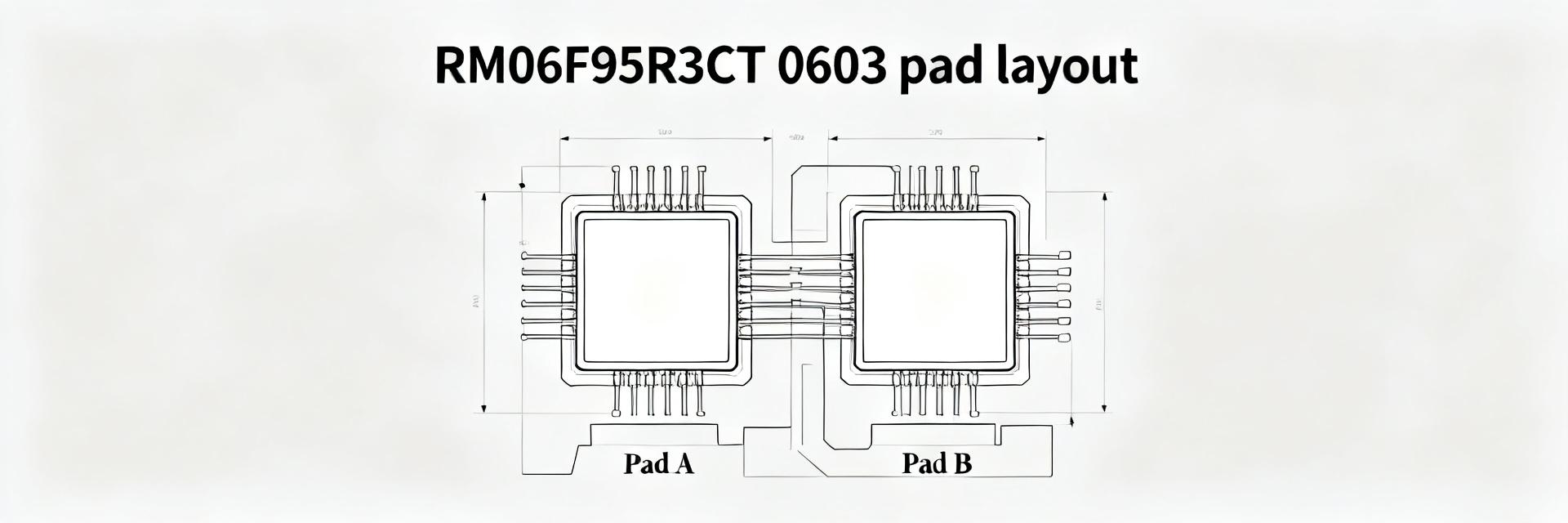
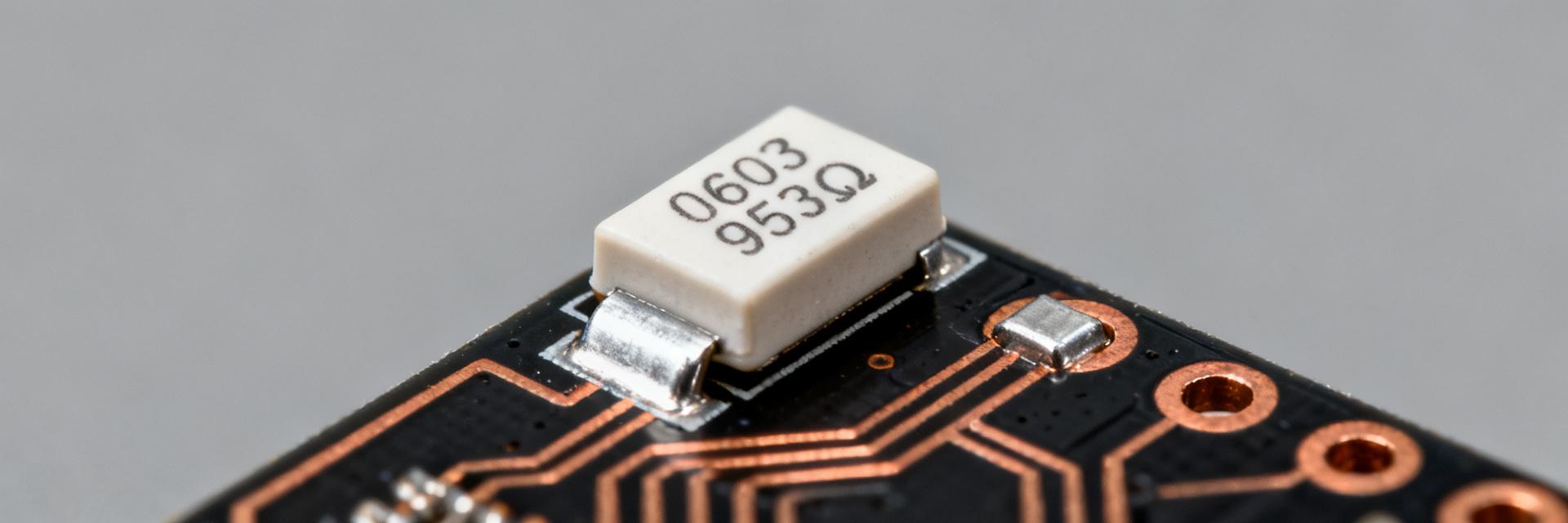
0603 SMD resistors remain the backbone of modern electronics, balancing miniature footprint with reliable power handling. The RM06F7153CT is a high-value precision chip resistor specifically engineered for stable performance in high-impedance circuits. This analysis provides the technical depth required for hardware engineering integration. 1 — Part Overview: Understanding RM06F7153CT The part number RM06F7153CT follows a standard industrial nomenclature where the package, tolerance, and value are strictly defined. For this 715kΩ component, accuracy and thermal stability are the primary design drivers. 0603 (1608 Metric) Term. 1 Term. 2 — Part Anatomy and Verification The code 0603 denotes physical dimensions of 1.6mm x 0.8mm. The F suffix confirms a ±1% precision tolerance, while 7153 represents the resistance value (715 followed by 3 zeros). The CT suffix is critical for procurement, indicating Tape & Reel packaging for automated SMT lines. 2 — Technical Specifications at a Glance ParameterValue / Specification Resistance Value715 kΩ Tolerance±1% (F) Power Rating0.1 W (1/10 W) at 70°C Max Working Voltage75V (Standard 0603) Temperature Coefficient±100 ppm/°C (Typical) Operating Temp Range-55°C to +155°C 3 — Electrical Performance & Derating — Thermal Derating Curve Analysis The power handling of the RM06F7153CT is non-linear above 70°C. In high-density designs, ambient temperature rise must be countered by reducing the applied load to prevent long-term resistance drift or substrate damage. Ambient Temperature (°C)Load Ratio (%) -55 to 70100% 100~65% 125~40% 1550% 4 — PCB Footprint & Assembly Guidance — Recommended Land Pattern To avoid "tombstoning" (component lifting) during reflow, the pad symmetry is vital. For the 0603 package, we recommend the following dimensions based on IPC-7351 standards: FeatureDimension (mm) Pad Length (X)1.0 mm Pad Width (Y)0.7 mm Gap Between Pads (G)0.8 mm Solder Mask Expansion0.05 mm 5 — Testing and Qualification Method For industrial-grade reliability, incoming RM06F7153CT lots should undergo Resistance Verification and Solderability Testing. If the application involves high humidity, a biased moisture resistance test (1,000 hours at 85°C/85% RH) is recommended to ensure the protective glass coating is intact. Key Summary Precision Match: Always verify the 1% tolerance (F) against the resistor datasheet to ensure signal integrity in sensing nodes. Layout Sensitivity: Ensure the 0603 footprint is centered to prevent assembly defects like solder beads or misalignment. Thermal Safety: Derate power linearly when operating in environments exceeding 70°C to maintain 155°C peak compliance. Procurement: The CT suffix ensures compatibility with high-speed pick-and-place feeders. 常见问题解答 What is the recommended test flow for RM06F7153CT incoming inspection? Begin with lot-level visual inspection and verification of tape-and-reel labeling (CT). Sample resistance values across the lot with a calibrated meter, perform solderability checks using your process profile, and run a small-sample thermal shock or humidity soak if the application is harsh. How do you derate a 0603 resistor such as RM06F7153CT in practice? Use the datasheet derating curve: start from rated power at 70°C, then scale allowable dissipation by the relative-power factor at your operating ambient. Account for PCB thermal environment and nearby heat sources to ensure the junction temperature never exceeds 155°C. Which resistor datasheet fields are most critical when replacing RM06F7153CT? Prioritize nominal resistance (715kΩ), tolerance (±1%), TCR (ppm/°C), and the power rating. Also confirm the 0603 footprint and termination finish (usually Ni/Sn) to ensure compatibility with your soldering chemistry. What does the 'CT' suffix signify for the RM06F7153CT? The CT suffix typically denotes standard Tape and Reel packaging. This is mandatory for automated assembly to ensure the part orientation and feeding speed are compatible with industrial SMT machines.