22-05-7068 hoja de datos: Cómo verificar la disposición de pines y el montaje
Point: Many engineers lose hours debugging miswired boards or reworking footprints; a focused pre‑fabrication check avoids that waste.
Evidence: The 22-05-7068 datasheet contains all mechanical and electrical cues needed to prevent errors.
Explanation: This guide gives a concise, action‑first checklist to extract those cues and confirm the pinout & mounting before PCB release, saving assembly time and BOM cost.
Point: Successful verification mixes datasheet reading, CAD checks and simple bench tests.
Evidence: Combining documented dimensions, recommended land patterns and a dry‑fit reduces first‑article failures.
Explanation: Follow the stepwise sections below to record fields, map pin numbering, validate mechanical fit, run CAD/3D checks and perform bench continuity on a prototype.
(1) Quick reference: what to extract from the 22-05-7068 datasheet (background)

What exact fields to read and record
| Category | Mandatory Fields to Extract |
|---|---|
| Electrical/Positional | Number of positions, Pitch (e.g., 2.54 mm / 0.100"), Pin numbering convention, Contact plating, Max current |
| Mechanical | Orientation (top/bottom), Mounting style (TH or RA), Recommended land pattern, Mechanical tolerances |
Point: Capture a fixed set of fields for every connector to ensure consistency. Evidence: Mandatory items include number of positions, pitch, part orientation (top/bottom views), mounting style (through‑hole or right‑angle), recommended PCB land pattern, pin numbering convention, contact plating, maximum current and mechanical tolerances. Explanation: Record values in both mm and inches (e.g., 2.54 mm / 0.100") and populate a simple table template in the component library for traceable decisions.
Where drawings and 3D models live in the datasheet and how to interpret view labels
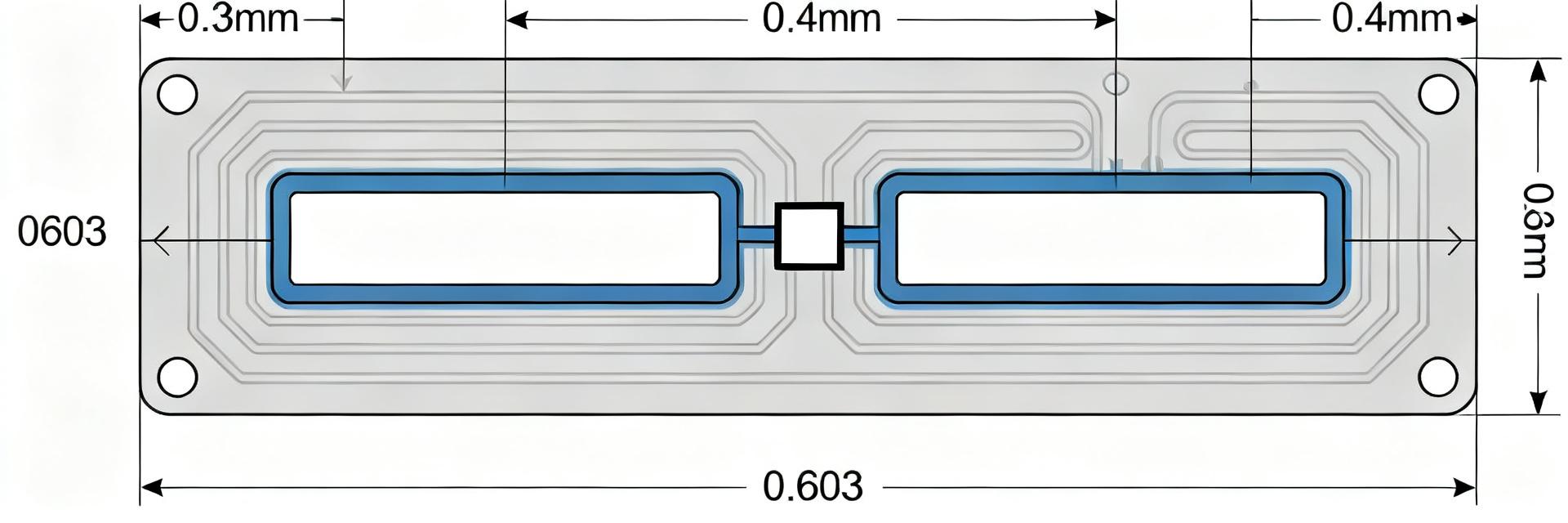
Point: Identify the authoritative drawing view before creating a footprint. Evidence: Datasheets typically label views as "Top", "Bottom", "Side" or "Section A‑A" and include a "recommended PCB footprint" diagram. Explanation: Mark which view you will use as the footprint source, note any silk orientation markers and save the drawing reference (e.g., Figure number) to avoid ambiguity during CAD work.
(2) Pinout verification: map datasheet numbering to your schematic (data analysis)
How to read pin numbering and orientation (right-angle specifics)
Point: Right‑angle headers can invert visible numbering on the assembled board; confirm index markers. Evidence: Pin flows commonly run 1→N along a row and datasheets show a triangular notch or shaded index to indicate pin 1. Explanation: Use that marker to map positions (for example, positions 1–6 along the short side) to schematic net names, annotating rotation relative to the board origin so CAD and silks match assembly expectations.
Common pinout traps and how to avoid them
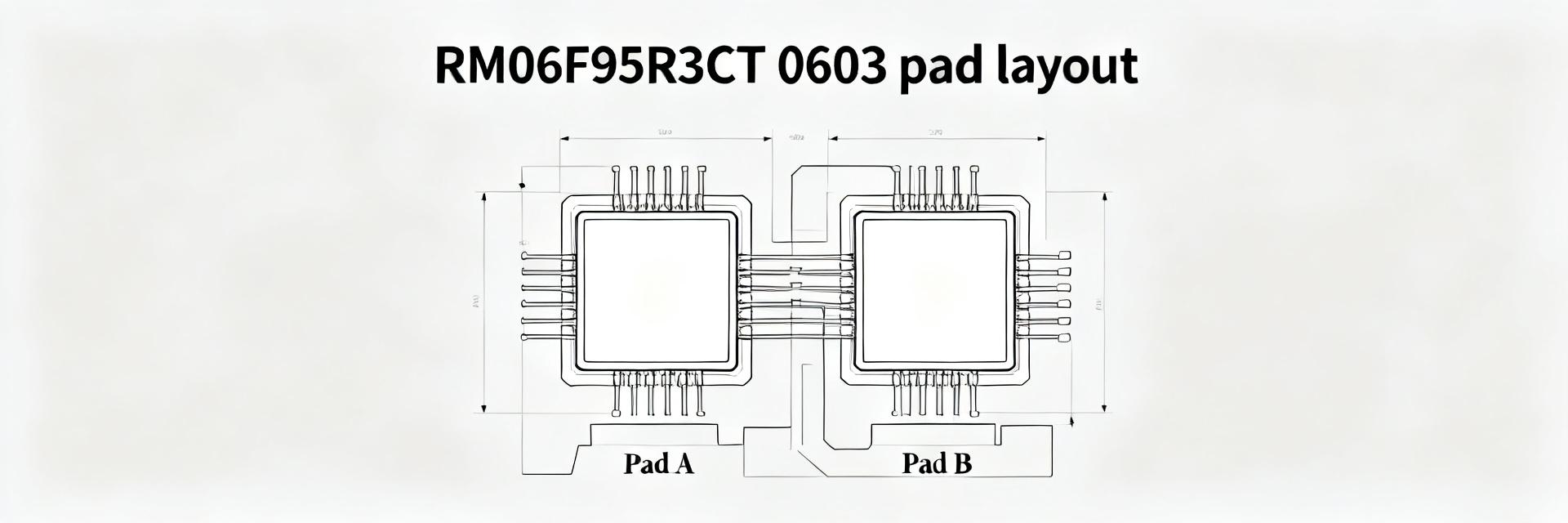
Point: Mirrored footprints and view confusion are the most frequent traps when verifying pinout & mounting. Evidence: Errors arise from counting from the wrong end, misreading top vs. bottom, or applying a front view to a back‑mount footprint. Explanation: Implement a 3‑step verification: 1) visual check of datasheet index vs. CAD, 2) automated netlist‑to‑footprint comparison, 3) bench continuity test on a hand‑wired or mockup board before fabrication.
(3) Mounting & footprint validation: check mechanical fit and solderability (method guide)
Confirm mounting style and mechanical outline
Point: Mechanical fit issues cause poor mating and stressed solder joints. Evidence: The datasheet lists lead length, body height, seating plane and keepout zones plus mechanical tolerances (often ±0.1 mm / ±0.004"). Explanation: Verify whether the part is through‑hole or surface mount, confirm plating type and annular ring needs, and ensure nearby components respect the recommended keepout to allow mating and insertion tools.
Create/validate the PCB footprint: drill, pad shape, and solder fillet allowance
Point: Correct pad and hole geometry governs robustness of solder joints. Evidence: Datasheet recommended land patterns provide hole diameter and pad dimensions; adjust for tolerances and your house CAD rules. Explanation: Use drill size = lead diameter + 0.25–0.35 mm (0.010–0.014"), set annular ring to your minimum fabrication standard, choose elongated or teardrop pads for right‑angle pins and confirm soldermask expansion to allow reliable fillets.
(4) Practical verification methods: CAD, 3D and bench checks (method + data)
CAD & 3D model checks before fabrication
Point: A mechanical interference check catches clashes invisible in 2D. Evidence: Importing a STEP model or using the datasheet mechanical outline lets you align the part to the PCB origin and run collision checks. Explanation: Align the model to the board origin, validate clearances to nearby tall parts, verify silkscreen orientation and run an automated netlist‑to‑footprint pin map check in ECAD to detect swapped pins early.
Physical bench verification: dry-fit, continuity and first-article inspection
Point: Physical checks validate assumptions and reveal undocumented issues. Evidence: Dry‑fitting the connector into a 3D printed mockup or prototype board and using a continuity tester ensures pin numbering and fit are correct. Explanation: Dry‑fit the part, continuity‑check each pin to the schematic net, hand‑solder a sample to inspect fillets, and document first‑article measurements (seating height, pad wetting, electrical continuity) for sign‑off.
(5) Examples, common failure modes and quick fixes (case + action)
Typical failures when pinout & mounting are not verified
Point: Failures are predictable and detectable with simple checks. Evidence: Common outcomes include reversed signals from wrong orientation, poor mating from misaligned headers, loose leads from undersized drills, and mirror‑image footprints. Explanation: During assembly, look for asymmetrical mating, inconsistent solder fillets, intermittent connections and test failures that map to one row of pins; these signs indicate orientation or pad geometry errors.
Quick remediation steps and preventive checklist
Point: Many failures are fixable without a spin of PCBs if caught early. Evidence: Small fixes include reworking pad orientation, hand‑soldering corrected pins, or issuing an ECO for footprint updates in the CAD library. Explanation: Prevent recurrence by adding to release checklist: datasheet fields recorded, selected drawing reference saved, 3D fit completed, netlist verification, continuity check and documented first‑article inspection.
Summary (conclusion + quick checklist)
- Extract specs from the 22-05-7068 datasheet: record positions, pitch, orientation, mounting style, land pattern, pin numbering, plating and tolerances in mm and inches for library traceability.
- Map pin numbering to schematic: use the datasheet index marker, annotate rotation, and verify with an automated netlist‑to‑footprint check before ordering boards.
- Validate mounting and footprint: confirm through‑hole vs. right‑angle details, set drill = lead Ø + 0.25–0.35 mm, and ensure annular ring and keepouts meet assembly requirements.
- Perform CAD/3D fit: import the mechanical model, align to PCB origin, run interference checks and confirm silkscreen orientation against the chosen drawing view.
- Do bench continuity and dry‑fit: dry‑fit on a prototype, continuity‑test every pin, hand‑solder a sample and document seating height and solder fillet quality.
- Document first‑article results and update the CAD library: capture failures, apply ECOs, and sign off inspection to prevent repeat issues on subsequent spins.
SEO & publishing checklist (brief)
Point: Ensure on‑page SEO matches technical intent. Evidence: Use the main keyword sparingly and place it in intro, a primary H2 and summary; include the secondary phrase where pin mapping guidance appears. Explanation: Suggested title: "22-05-7068 Datasheet Guide — Verify Pinout & Mounting Before PCB Release"; meta description should summarize the step‑by‑step value; add long‑tail phrases as captions where diagrams appear.
Writer instructions & deliverables
Point: Prepare assets for engineering handoff. Evidence: Deliver an annotated image showing pin numbering vs. footprint orientation and a CAD/3D dry‑fit screenshot; provide a one‑page checklist PDF derived from the summary bullets. Explanation: Include both mm and inch dimensions in captions, reference the specific datasheet figure used for each dimension and embed the checklist as a downloadable artifact in the publishing workflow.
Quality checks before publishing
Point: Verify dimensional accuracy and remove vendor identifiers. Evidence: Cross‑check every numeric dimension against the official drawing and ensure recommended land pattern values match the mechanical outline or STEP. Explanation: Run a final proof to confirm no manufacturer or distributor names appear, validate unit conversions, and ensure the article’s recommended checks are reproducible by an assembly engineer.
Summary line: Follow the 6‑step verification flow from datasheet extraction to bench validation to ensure the 22-05-7068 datasheet is translated safely into a correct pinout & mounting footprint for first‑pass success.