RM06F84R5CT 0603电阻:数据手册与PCB封装
在电路板空间受限且对可靠性有要求的场合,通常会指定使用 RM06F84R5CT;现代高密度 PCB 在混合信号设计中仍在使用 0603 封装尺寸。正确阅读 RM06F84R5CT 数据手册并创建符合 IPC 标准的 PCB 封装,直接影响到焊接良率和长期现场可靠性。本文为设计人员和组装人员提供了快速规格亮点、封装指南、组装建议以及实用的检查清单。
产品概述 — RM06F84R5CT 一览
型号识别与典型应用
RM06F84R5CT 解析为 0603 系列厚膜贴片电阻,其标称值显示在型号代码的中间,并提供标准的容差等级。典型应用包括传感器输入、上拉电阻以及对低剖面和最小板面积有要求的紧凑型电流检测实现。在将 RM06F84R5CT 添加到物料清单 (BOM) 时,请确认容差、TCR 选项和包装(带卷)。
为什么 0603 电阻尺寸对现代 PCB 至关重要
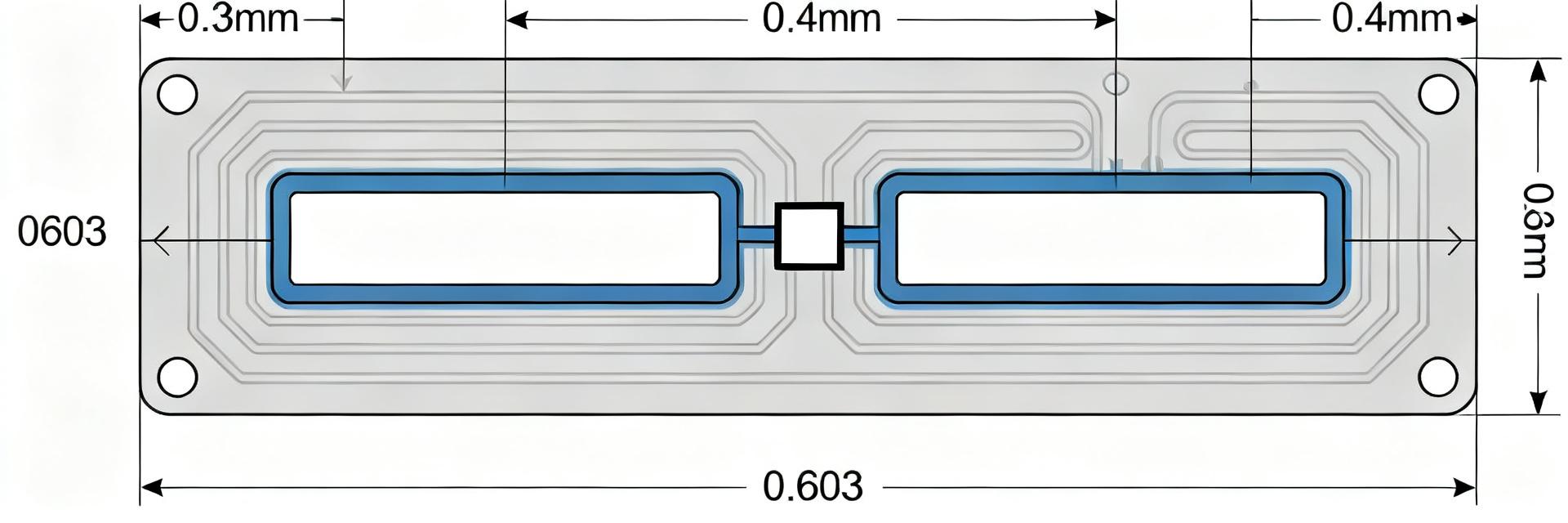
0603 电阻的尺寸大约为 0.06" × 0.03" (~1.6 × 0.8 mm),为高密度板提供了极佳的面积与功能比。使用 0603 电阻可以减少布线拥堵,但会限制允许的功耗并增加操作敏感性。封装限制会影响封装决策、热释放选择和贴片机吸嘴,因此设计人员必须权衡空间节省与组装及热性能之间的折中。
数据手册深度解析 — 电气、机械与热学规格
| 参数规格 | RM06F84R5CT 数值 | PCB 设计与布局影响 |
|---|---|---|
| 标称阻值 | 84.5 Ω(通过 "84R5" 解析) | 对直接路径匹配和阻抗控制至关重要 |
| 标准容差 | ±1.0%(标准 F 级) | 为高性能模拟接口建立精确的边界 |
| 功耗限制 | 0.1W(70°C 时为 1/10 瓦) | 需要局部热释放和严格的功率面积检查 |
| 温度系数 (TCR) | ±100 ppm/°C | 在标准工作温度范围内最大限度地减少漂移 |
需检查的电气规格(从数据手册中提取的内容)
需要提取的关键电气参数:标称阻值、容差、额定功率(结合 PCB 安装条件)、温度系数 (TCR)、额定电流和浪涌限制、噪声系数以及允许的脉冲能量。此外,还应获取功率降额曲线或功率与环境温度的关系图,以及任何指定的最高热点温度,以避免在应用中出现过应力。
影响封装/布局的机械和热学参数
从数据手册中记录元器件尺寸、端子几何形状、推荐的最高焊接温度以及回流焊温度曲线限制。注意推荐的储存和操作条件。如果供应商提供了推荐的焊盘图形,请记录这些尺寸;否则,记录最高焊接温度和建议的峰值时间,以指导布局期间的网板和焊盘决策。
0603 PCB 封装与焊盘图形推荐
IPC 指导的焊盘图形 — 推荐焊盘尺寸(实用示例)
遵循 IPC-7351 表面贴装焊盘图形指南,并向制造商进行验证。典型的元器件公称尺寸:~0.06" × 0.03" (≈1.6 × 0.8 mm)。一个实用的焊盘图形示例采用约 0.9 mm 的焊盘长度,接近 0.6 mm 的焊盘宽度,焊盘间距约为 0.1–0.2 mm;根据阻焊层限定焊盘与铜箔限定焊盘的不同来调整这些范围。请务必根据元器件数据手册和组装商的能力验证 PCB 封装。
减少缺陷的阻焊层、网板和锡膏建议
建议每个焊盘的锡膏覆盖率为 60–80% 作为起点,并采用常见的开孔形状(带圆角的矩形)以控制润湿。典型的网板厚度为 0.10–0.15 mm (4–6 mil);对于薄型电阻,将开孔面积减少 10–30% 以降低立碑风险。当一端具有较高的热质量时,考虑为散热端子采用非对称锡膏,以平衡回流焊期间的焊接力。
组装与可靠性考量(回流焊、检验、失效模式)
0603 电阻的回流焊温度曲线与焊接最佳实践
采用符合元器件最高焊接温度的无铅回流焊温度曲线:受控的升温速率(~1–3 °C/s)、用于激活助焊剂的恒温浸润区,以及供应商限制内的峰值时间(足够短以避免过应力)。调整贴片机吸嘴尺寸和贴装速度,以最大限度地减少振动并减少贴装偏差;微调贴装压力,防止 0603 元器件在贴装时发生倾斜。
常见失效模式与测试/检验建议
常见失效包括立碑现象、不完整的焊点焊角、机械裂纹和电热过应力。使用光学显微镜检查焊点焊角质量,并在高密度 PCB 上使用 X 射线检测隐藏的空洞。根据 IPC 指南进行针对性的可靠性测试,如温度循环、机械冲击和温湿度循环,以进行资质认证。定义原型与生产的接收标准,以简化失效分析。
实施检查清单与 BOM / 生产说明
设计到生产检查清单(可操作步骤)
发布前:确认数据手册中的电气和热学参数,确定符合 IPC 标准的封装,运行 DRC 和 DFM 检查,生成 3D模型,验证网板开孔,与预期的组装供应商进行样品试制,并运行热性能和功能测试。此外,在大规模生产之前,在试产运行中验证贴片程序和回流焊设置,以便及早发现组装或热学方面的问题。
BOM 命名、采购和贴片细节
在 BOM 中列出准确的型号格式以避免替代,并注明编带卷盘方向和卷盘数量。在组装说明中提供供料器方向和首选吸嘴类型(典型的小型真空吸嘴约为 0.8–1.0 mm)。包括参考位号命名规范以及任何禁止的替代料,以保持采购和贴片在各批次之间的一致性。
总结
- 在确定布局和热设计之前,验证数据手册的关键参数(阻值、容差、额定功率、TCR 和降额曲线),以防止高密度布局中 RM06F84R5CT 出现过应力。
- 针对 0603 电阻采用符合 IPC 标准的焊盘几何形状,并向您的组装商验证 PCB 封装和阻焊层选择,以减少立碑和焊接缺陷。
- 进行受控的试产:确定网板开孔,调整回流焊和贴片程序,使用光学/X 射线方法进行检验,并在批量生产前进行针对性的热/机械测试。
在批量生产前,向元器件数据手册和您的合同组装商验证最终的封装。
常见问题
如何解析 RM06F84R5CT 的型号编码?
该型号编码解析如下:RM 代表厚膜贴片电阻系列,06 表示 0603 公制封装尺寸 (1608),F 指定 1% 精密容差等级,84R5 表示标称阻值为 84.5 欧姆,CT 指标准纸带卷盘包装。
如何确认此电阻的数据手册参数是否正确?
首先提取标称阻值、容差、额定功率、温度系数 (TCR) 和最高焊接温度。检查功率降额曲线和脉冲/浪涌电流限制;如果提供,记录推荐的焊盘图形。在批准物料清单 (BOM) 进行采购之前,将这些数值与您的热模型以及贴片机约束条件进行交叉核对。
哪些 PCB 封装问题通常会导致组装失败?
常见问题包括锡膏开窗过大、未考虑元器件公差的焊盘以及阻焊层间隙不足。这些会导致立碑、桥接或焊点焊角不足。使用 IPC 指南,验证网板样品,并进行快速的贴片和回流焊试产,以确认所选封装在您的电路板层叠结构上表现可靠。
在初期生产运行中,哪些检验和测试步骤至关重要?
对焊点焊角进行光学显微镜检查,在高密度板上选择 X 射线检测以寻找隐藏的空洞,并在原型机上进行简单的温度循环和功能测试。定义接收标准(电气导通性、无肉眼可见裂纹、在循环中电阻值稳定),以便在大规模生产之前捕获临界的组装问题。