55560-0607 0.50mm 60ピンコンネクタ:仕様書全体
The 55560-0607 0.50mm 60-pin connector is a high-density, surface-mount mezzanine board-to-board solution designed for low stack-height systems where tight pitch and signal density matter.
Point: This part targets compact modules with a 0.50mm pitch and 60 positions in a typical two-row SMD layout.
Evidence: Common use in camera modules, compact consumer electronics, and embedded I/O stacks.
Explanation: This spec sheet provides a single-page, actionable integration guide for design, procurement, and test teams to confirm mechanical, electrical, and assembly requirements.
Product Overview & Key Specs (background)

Point: Headline specs include 60 positions, two-row arrangement, 0.50mm pitch, SMD mounting, and nominal stack heights that vary by mating interface; these define primary constraints for PCB and mechanical design. Evidence: Expected overall length for a 60-pin two-row at 0.50mm pitch is approximately 29–31mm; nominal stack heights commonly range from 0.8mm to 2.5mm depending on target. Explanation: Confirm exact overall length, stack height and mating envelope on the supplier mechanical drawing before footprint release.
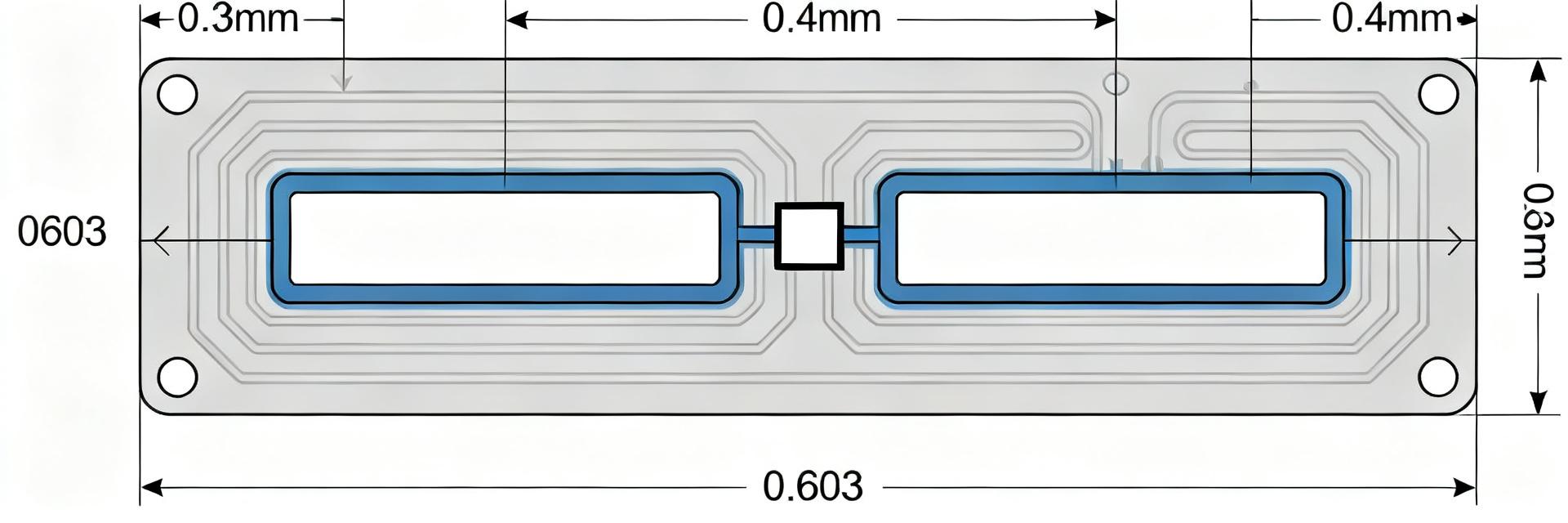
Form factor & basic dimensions
Point: Key mechanical dimensions control fit and routing. Evidence: Specify: positions = 60; row count = 2; pitch = 0.50mm; typical overall length ≈ 30mm; nominal stack height range = 0.8–2.5mm. Explanation: Verify all dimensions (A: overall length, B: row spacing, C: stack height, D: termination pad dimension) against the official mechanical drawing prior to layout.
| Spec | Typical Value |
|---|---|
| Positions | 60 (2×30) |
| Pitch | 0.50 mm |
| Overall length | ~30 mm |
| Nominal stack height | 0.8–2.5 mm (variant dependent) |
| Mounting | SMD (surface mount) |
Intended applications & advantages
Point: Target applications include compact consumer devices, camera modules, wearables, and industrial modules where board-to-board density is prioritized. Evidence: 0.50mm pitch and 60-pin density enable higher signal count in constrained area. Explanation: Benefits include space savings and high I/O density; trade-offs include more difficult high-speed routing, finer inspection needs, and closer attention to soldering and coplanarity controls.
Mechanical & Electrical Specification Deep-Dive (data analysis)
Contact, current, and resistance specs
Point: Electrical limits determine how the connector is used for signals versus power. Evidence: Contact type is stamped/fabricated, typical plating options include gold over nickel; rated current per signal pin is commonly 0.3–1.0 A depending on plating and pad area, and contact resistance targets are typically <30 mΩ initial. Explanation: Specify min/typ/max for current and resistance on the spec sheet, reserve wider pins or dedicated power pins for higher current paths, and derate current for grouped pins and thermal limits.
Environmental & reliability ratings
Point: Reliability metrics drive test plans and acceptance criteria. Evidence: Typical operating temperature ranges are −40°C to +85°C or higher for industrial variants; dielectric withstanding voltages often ≥250 VAC; insulation resistance >100 MΩ; mating cycles target 30–200 cycles depending on design. Explanation: Define acceptance criteria such as contact resistance change ≤10 mΩ after X mating cycles, and require solderability and thermal cycling reports from supplier documentation.
PCB Footprint, Mounting & Assembly Guidelines (method / actionable)
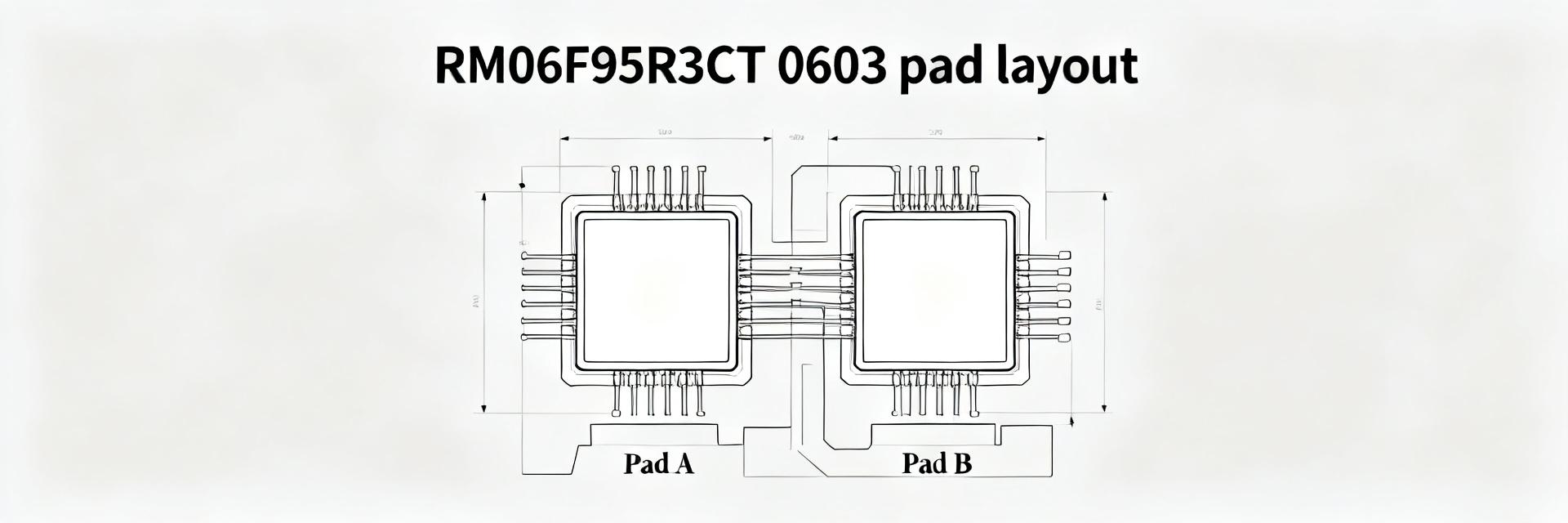
Recommended land pattern & solder paste stencil
Point: Pad geometry and paste coverage control solder joint reliability. Evidence: Use rectangular pads sized to the termination, maintain pad-to-pad spacing consistent with 0.50mm pitch, and apply 60–70% paste coverage to BGA-like pads to balance wetting and avoid solder bridging. Explanation: Create the Gerber footprint using the supplier land-pattern recommendation, verify DRC rules for minimum annular ring, solder mask expand, and pad clearance; include a DRC checklist during library release.
- 1. Pad geometry matches supplier recommended dimensions.
- 2. Paste coverage: 60–70% per termination.
- 3. Keep solder mask defined between pads to prevent bridging.
- 4. DRC: min pad gap = 0.10 mm (verify per tool rule)
Reflow, placement, and assembly tolerances
Point: Process controls mitigate tombstoning and misalignment. Evidence: Recommended peak reflow temperatures follow common lead-free profiles (max 245–250°C peak for small solder volumes) and typical coplanarity tolerance is ≤0.1mm across the connector body. Explanation: During pick-and-place, use adhesive or retention pegs for low-profile parts, control placement accuracy to ±0.05mm, and validate the reflow profile on a thermal coupon before production.
Mating, Compatibility & Alternative Options (case / comparison)
Mating characteristics & mechanical mating envelope
Point: Mating force and retention determine usability and mechanical design. Evidence: Insertion force per contact typically ranges from 0.2–1.0 N, with total mating force dependent on total engaged pins; latching or alignment features are required for reliable assembly. Explanation: Design alignment features into the mating board, specify acceptable insertion/extraction force ranges on the purchase spec, and choose stack heights that keep mechanical tolerance margins for alignment pins or guide posts.
How to evaluate alternatives & cross-reference criteria
Point: A checklist prevents functional mismatch when comparing options. Evidence: Compare pitch and row count, footprint compatibility, mate/demate force, current rating, plating, environmental ratings, and reliability data. Explanation: Request supplier datasheets for land-patterns and solder profiles, verify part numbering conventions, and confirm mechanical envelope and lot traceability before qualification to avoid cross-reference pitfalls.
Procurement, Testing & Application Checklist (action)
Procurement & sample evaluation checklist
Point: Supplier documentation and packaging controls reduce qualification risk. Evidence: Request full mechanical drawings, electrical ratings, recommended land pattern, solder profile, reliability test reports, and sample lot traceability. Explanation: Negotiate MOQ and lead time, require ESD-safe packaging and cleanliness declarations, and validate samples on an evaluation board before approving production buys.
Inspection, validation & failure modes
Point: A focused acceptance plan shortens qualification. Evidence: Include visual inspection for solder bridging and coplanarity, continuity/short tests, sample contact resistance measurements, insertion/extraction force checks, thermal cycling, and mechanical shock testing. Explanation: Common failure modes are solder bridging, insufficient solder fillet, contact wear, and misalignment; mitigate by tightening paste apertures, adding mechanical supports, and enforcing inspection limits.
Key Summary
- Primary mechanical limits: 60 positions, two-row SMD, 0.50mm pitch; confirm overall length and stack height on the supplier mechanical drawing before layout to ensure proper mating and clearance for the 55560-0607 0.50mm 60-pin connector.
- Electrical and reliability: Specify contact resistance targets (<30 mΩ initial), rated current per pin, and acceptance criteria for mating cycles and thermal tests; place power pins strategically and derate for temperature and bundle effects.
- PCB and assembly controls: Follow vendor land-pattern recommendations, use 60–70% paste coverage, control coplanarity to ≤0.1mm, and apply mechanical retention during placement to avoid tombstoning and misalignment.
FAQ
What are the critical layout checks for 55560-0607 0.50mm 60-pin connector?
Check that the land-pattern matches supplier dimensions, confirm pad-to-pad spacing for 0.50mm pitch, ensure solder mask defined between pads, validate paste aperture coverage, and run a DRC with the connector’s mechanical drawing. Include a placement tolerance check and coplanarity control in the fab notes.
How should I test contact resistance and mating durability for 55560-0607 0.50mm 60-pin connector?
Perform baseline contact resistance sampling (target <30 mΩ), then run mating/unmating cycles defined by the application (e.g., 30–200 cycles) and measure resistance change; acceptance is often ≤10 mΩ change. Include thermal cycling and vibration to replicate application stress.
Which assembly precautions reduce solder bridging and misalignment for the 55560-0607 0.50mm 60-pin connector?
Use controlled paste coverage (60–70%), maintain tight placement accuracy (±0.05mm), add mechanical support (adhesive or retention pegs), and validate a lead-free reflow profile on coupons. Inspect first articles with X-ray or microscope to confirm fillet quality and absence of bridging.