RM06F84R5CT 0603抵抗器:データシート&PCBフットプリント
RM06F84R5CTは、基板スペースが制約され、信頼性が重視されるアプリケーションで一般的に指定されます。現代の高密度PCBでは、混合信号設計において依然として0603フォームファクタが使用されています。RM06F84R5CTのデータシートを正しく読み取り、IPCを意識したPCBフットプリントを作成することは、はんだ付け歩留まりと長期的なフィールド信頼性に直接影響します。本記事では、設計者やアセンブリ技術者向けに、簡単な仕様のハイライト、フットプリント設計のガイダンス、アセンブリのヒント、実用的なチェックリストを提供します。
製品概要 — RM06F84R5CTの概要
部品識別と代表的なアプリケーション
RM06F84R5CTは、型番の中央に公称値が示された0603シリーズの厚膜チップ抵抗器であり、標準的な許容差クラスが用意されています。代表的なアプリケーションには、センサー入力、プルアップ、および低背化と最小の基板面積が優先されるコンパクトな電流検出実装が含まれます。RM06F84R5CTをBOM(部品表)に追加する際は、許容差、TCRオプション、およびパッケージング(テープ&リール)を確認してください。
現代のPCBにおいて0603抵抗器のサイズが重要な理由
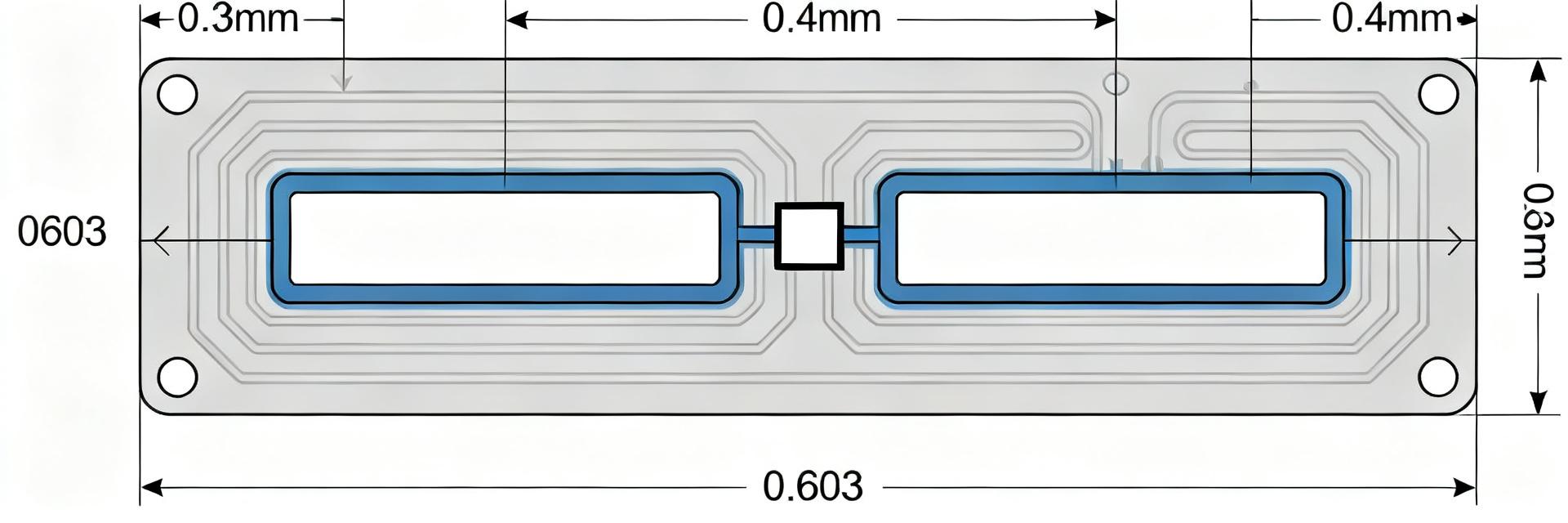
0603抵抗器は、寸法が約0.06インチ×0.03インチ(約1.6×0.8 mm)であり、高密度基板において優れた「面積対機能比」を提供します。0603抵抗器を使用することで配線の混雑は緩和されますが、許容電力損失が制限され、取り扱いに対する感度が高くなります。パッケージの制約は、フットプリントの決定、サーマルリリーフの選択、およびマウンタのノズル選定に影響を与えるため、設計者は省スペース化とアセンブリや熱特性のトレードオフを慎重に比較検討する必要があります。
データシートの深掘り — 電気的、機械的、熱的仕様
| パラメータ仕様 | RM06F84R5CTの値 | PCB設計およびレイアウトへの影響 |
|---|---|---|
| 公称抵抗値 | 84.5 Ω("84R5"により解読) | ダイレクトパスのマッチングおよびインピーダンス制御に不可欠 |
| 標準許容差 | ±1.0%(クラスF標準) | 高性能アナログインターフェースの精密な境界を確立 |
| 許容損失(定格電力) | 0.1W(70°Cにおいて1/10 W) | 局所的なサーマルリリーフおよび厳密な電力対面積のチェックが必要 |
| 抵抗温度係数 (TCR) | ±100 ppm/°C | 標準的な動作温度範囲内でのドリフトを最小限に抑制 |
確認すべき電気的仕様(データシートから抽出する項目)
抽出が必要な主要な電気的項目:公称抵抗値、許容差、定格電力(PCB実装条件を含む)、抵抗温度係数(TCR)、定格電流およびサージ制限、雑音特性、および許容パルスエネルギー。また、アプリケーションでの過応力を防ぐために、周囲温度に対する電力の軽減曲線(デレーティングカーブ)や、指定されている最大ホットスポット温度も把握してください。
フットプリント/レイアウトに影響を与える機械的&熱的パラメータ
データシートから、部品寸法、電極形状、推奨最大はんだ温度、およびリフロープロファイルの制限を記録します。推奨される保管および取り扱い条件に留意してください。ベンダーが推奨ランドパターンを提供している場合はその寸法を記録し、提供されていない場合は最大はんだ温度と推奨ピーク時間を記録して、レイアウト設計時のメタルマスクおよびパッド決定の目安とします。
0603のPCBフットプリント&ランドパターン推奨事項
IPC準拠のランドパターン — 推奨パッド寸法(実用例)
SMDランドパターンについてはIPC-7351のガイドラインに従い、製造元に対して検証を行ってください。公称部品寸法の例:約0.06インチ×0.03インチ(約1.6×0.8 mm)。実用的なランドパターンの例として、パッド長約0.9 mm、パッド幅約0.6 mm、パッド間ギャップ約0.1〜0.2 mmが挙げられます。これらの範囲は、ソルダーレジスト定義(NSMD)パッドか銅箔定義(SMD)パッドかに応じて調整してください。PCBフットプリントが部品のデータシートおよびアセンブリメーカーの能力と一致していることを必ず確認してください。
欠陥を最小限に抑えるためのソルダーレジスト、メタルマスク、はんだペーストの推奨事項
まずはパッドあたり60〜80%のはんだペースト被覆率を基準とし、濡れ性を制御するために一般的な開口部形状(角丸の長方形)を使用します。代表的なメタルマスクの厚さは0.10〜0.15 mm(4〜6 mil)です。墓石現象のリスクを低減するため、薄型抵抗器では開口面積を10〜30%縮小します。リフロー中のはんだの引っ張り力をバランスさせるため、一端の熱容量が大きい場合は、放熱用電極に対して非対称なペースト塗布を検討してください。
アセンブリ&信頼性に関する考慮事項(リフロー、検査、故障モード)
0603抵抗器のリフロープロファイルとはんだ付けのベストプラクティス
部品の最大はんだ温度を遵守した鉛フリーリフロープロファイルを採用します:制御された昇温速度(約1〜3 °C/秒)、フラックスを活性化させるプレヒート(ソーク)領域、およびベンダーの制限内のピーク時間(過応力を避けるために十分短く設定)。実装時の振動を最小限に抑え、実装ミスを減らすために、マウンタのノズルサイズと実装速度を調整します。また、0603部品の傾きを防止するために、実装荷重を微調整してください。
一般的な故障モードとテスト/検査の推奨事項
頻発する故障には、墓石現象(立ち上がり)、不完全なはんだフィレット、機械的クラック、および電気熱的過応力があります。フィレットの品質については実体顕微鏡による光学検査を行い、高密度PCB上の隠れたボイドについてはX線検査を実施します。認定のために、IPCガイドラインに従って温度サイクル、機械的衝撃、温湿度サイクルなどの的を絞った信頼性試験を実施してください。故障の切り分けを迅速化するため、プロトタイプと量産時でそれぞれの受け入れ基準を定義します。
実装チェックリスト&BOM / 生産上の注意点
設計から生産へのチェックリスト(実行可能なステップ)
リリース前に以下を確認します:データシートの電気的および熱的な値の確認、IPC準拠のフットプリントの決定、DRCおよびDFMチェックの実行、3Dモデルの生成、メタルマスク開口部の検証、対象のアセンブリベンダーでの試作、熱および機能テストの実施。また、量産に移行する前に、試験導入(パイロットラン)でマウンタのプログラムとリフロー設定を検証し、アセンブリや熱に関する予期せぬ問題を早期にキャッチしてください。
BOMの命名、調達、および実装(ピック&プレース)の詳細
代替品の混入を防ぐためにBOMには正確な型番形式を記載し、テープの向きやリール数量を明記してください。アセンブリの指示書には、フィーダーの方向と推奨されるノズルタイプ(通常、約0.8〜1.0 mmの小型真空ノズル)を指定します。調達と実装の一貫性を維持するために、リファレンスデジグネータ(回路記号)の命名規則と、使用禁止の代替部品を明記してください。
まとめ
- 高密度レイアウトでのRM06F84R5CTの過応力を防ぐため、配置や熱設計を最終決定する前に、抵抗値、許容差、定格電力、TCR、および電力軽減曲線などのデータシートの重要な項目を確認してください。
- 0603抵抗器にはIPCに準拠したパッド形状を採用し、墓石現象やはんだ欠陥を低減するために、PCBフットプリントおよびソルダーレジストの選定についてアセンブリメーカーと検証を行ってください。
- メタルマスク開口の最終決定、リフローおよび実装プログラムの調整、光学/X線による検査、量産前の的を絞った熱/機械試験など、制御されたパイロットランを実施してください。
量産前に、最終的なフットプリントを部品のデータシートおよび委託先のアセンブリメーカーと相互に検証してください。
よくある質問
How do I decode the RM06F84R5CT part number?
型番は次のように解読されます:RMは厚膜チップ抵抗器シリーズを表し、06は0603ミリメートル表記パッケージサイズ(1608)を示し、Fは1%の高精度許容差クラスを指定し、84R5は84.5Ωの公称抵抗値を示し、CTは標準のペーパーテープ&リールパッケージを指します。
この抵抗器の正しいデータシート値を確認するにはどうすればよいですか?
まず、公称抵抗値、許容差、定格電力、TCR、および最大はんだ付け温度を抽出します。電力軽減曲線やパルス/サージ電流制限を確認し、提供されている場合は推奨ランドパターンを記録します。調達のためにBOMを承認する前に、これらの値を熱モデルやマウンタ(実装機)の制約条件とクロスリファレンスしてください。
アセンブリ不良の一般的な原因となるPCBフットプリントの問題は何ですか?
一般的な問題には、大きすぎるメタルマスク開口部、部品の許容差を考慮していないランド、不適切なソルダーレジストクリアランスなどがあります。これらは、墓石現象(マンハッタン現象)、ブリッジ、またははんだフィレット不足を引き起こします。IPCガイドラインを使用し、サンプルメタルマスクを検証し、迅速な実装およびリフロー試験を実施して、選択したフットプリントが基板スタックアップ上で確実に機能することを確認してください。
初期生産ロットにおいて不可欠な検査およびテスト手順は何ですか?
はんだフィレットの光学検査を実施し、高密度基板ではX線検査を選択して隠れたボイドを検出し、プロトタイプに対して簡単な温度サイクル試験および機能テストを実施します。受け入れ基準(電気等、目に見えるクラックがないこと、熱サイクル全体で安定した抵抗値)を定義し、本格的な量産に移行する前に限界的なアセンブリの問題を捉えます。