RM06F84R5CT 0603 Résistance : Fiche technique et empreinte PCB
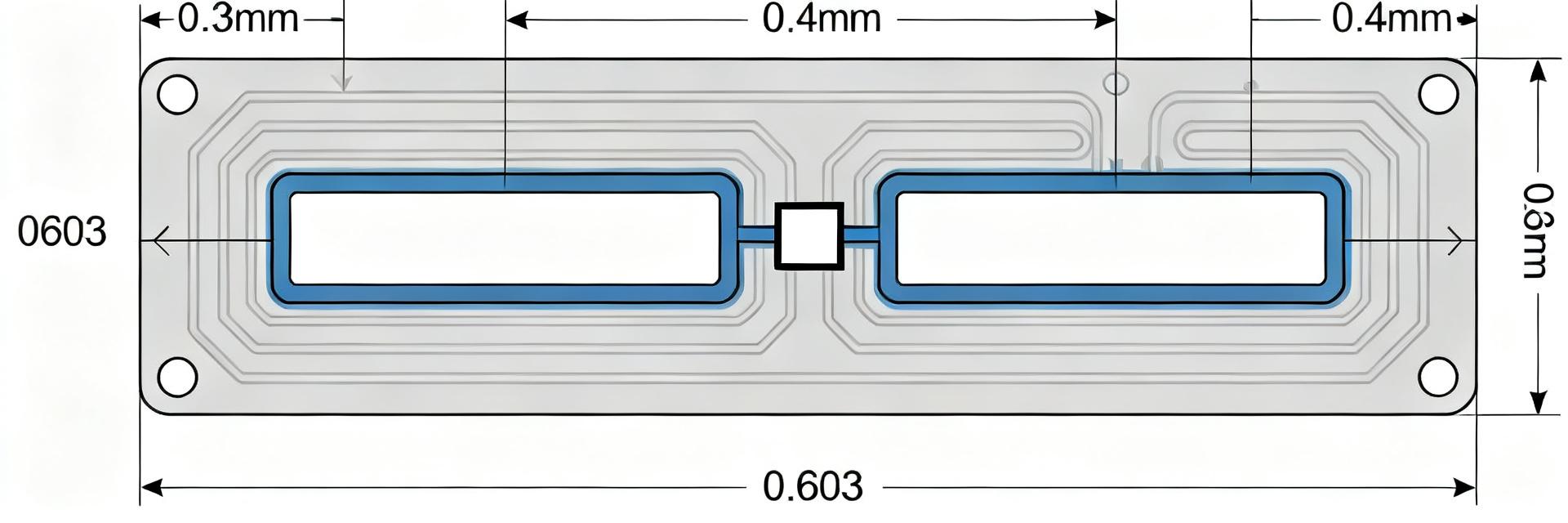
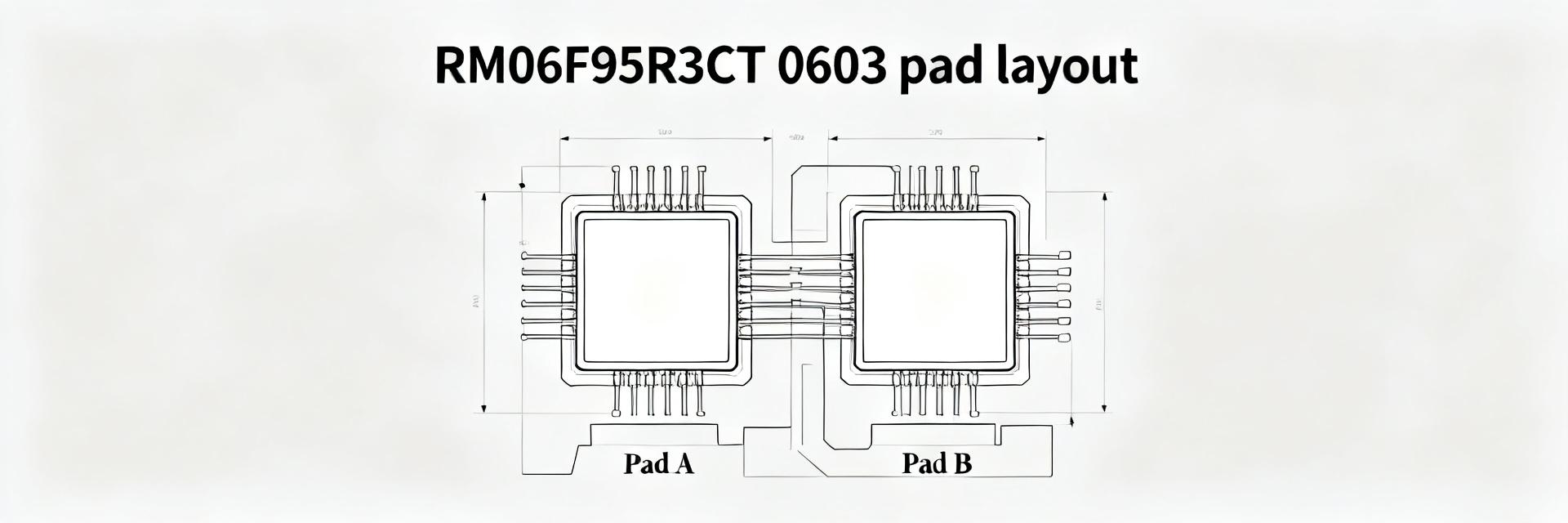
Le composant RM06F84R5CT est couramment spécifié lorsque l'espace sur la carte est restreint et que la fiabilité est essentielle ; les circuits imprimés modernes à haute densité utilisent toujours le format 0603 pour les conceptions de signaux mixtes. Lire correctement la fiche technique du RM06F84R5CT et créer une empreinte PCB respectueuse de l'IPC a un impact direct sur le rendement de brasage et la fiabilité à long terme sur le terrain. Cet article présente les caractéristiques clés, des conseils d'empreinte, des astuces d'assemblage et une liste de contrôle pratique pour les concepteurs et les assembleurs. Présentation du produit — Le RM06F84R5CT en un coup d'œil Identité de la pièce et applications typiques RM06F84R5CT est identifié comme une résistance CMS à couche épaisse de la série 0603 avec une valeur nominale indiquée au milieu du code de pièce et des classes de tolérance standard disponibles. Les applications typiques comprennent les entrées de capteurs, les résistances de tirage (pull-up) et les implémentations compactes de détection de courant où un profil bas et une surface de carte minimale sont prioritaires. Confirmez la tolérance, l'option TCR et le conditionnement (bande et bobine) lors de l'ajout de RM06F84R5CT à une nomenclature (BOM). Pourquoi la taille de résistance 0603 est cruciale pour les PCB modernes La résistance 0603 mesure environ 0,06" × 0,03" (~1,6 × 0,8 mm), offrant un excellent rapport surface/fonctionnalité pour les cartes denses. L'utilisation d'une résistance 0603 réduit l'encombrement du routage mais limite la dissipation thermique admissible et augmente la sensibilité lors de la manipulation. Les contraintes de boîtier influencent les décisions d'empreinte, les choix de barrières thermiques et l'outillage de placement ; les concepteurs doivent donc peser les gains de place par rapport aux compromis d'assemblage et thermiques. PLAGE 1 (ENTRÉE) PLAGE 2 (SORTIE) RM06F84R5CT (0603) Analyse de la fiche technique — spécifications électriques, mécaniques et thermiques Spécification du paramètre Valeur RM06F84R5CT Impact sur la conception et le routage du PCB Résistance nominale 84,5 Ω (décodé via "84R5") Crucial pour l'adaptation directe des voies et le contrôle d'impédance Tolérance standard ±1,0 % (standard Classe F) Établit des limites précises pour les interfaces analogiques haute performance Limite de dissipation de puissance 0,1 W (1/10 Watt à 70 °C) Nécessite un frein thermique local et des vérifications strictes de la puissance par rapport à la surface Coefficient de température (TCR) ±100 ppm/°C Minimise la dérive sur les plages de température de fonctionnement standard Spécifications électriques à vérifier (ce qu'il faut extraire de la fiche technique) Principaux champs électriques à extraire : résistance nominale, tolérance, puissance nominale (avec conditions de montage sur PCB), coefficient de température de résistance (TCR), courant nominal et limites de surtension, facteur de bruit et énergie d'impulsion admissible. Capturez également les courbes de déclassement (derating) indiquant la puissance en fonction de la température ambiante et toute température maximale spécifiée au point chaud pour éviter les surcharges en application. Paramètres mécaniques et thermiques affectant l'empreinte/le routage À partir de la fiche technique, notez les dimensions du composant, la géométrie des terminaisons, les maximums de brasage recommandés et les limites du profil de refusion. Notez les conditions de stockage et de manipulation recommandées. Si le fournisseur fournit un motif de plage d'accueil recommandé, enregistrez ces dimensions ; sinon, notez la température de brasage maximale et le temps de pic suggéré pour guider les décisions de pochoir et de plage lors du routage. Empreinte PCB et recommandations de motif de plage pour le format 0603 Motif de plage guidé par l'IPC — dimensions de plage recommandées (exemple pratique) Suivez les directives de l'IPC-7351 pour les motifs de plages d'accueil CMS et validez-les auprès du fabricant. Exemple de taille nominale de composant : ~0,06" × 0,03" (≈1,6 × 0,8 mm). Un exemple pratique de motif utilise des longueurs de plages d'environ 0,9 mm et des largeurs de plages proches de 0,6 mm avec un espace inter-plages d'environ 0,1 à 0,2 mm ; adaptez ces plages selon que les plages sont définies par le vernis d'épargne ou définies par le cuivre. Vérifiez toujours l'empreinte PCB par rapport à la fiche technique du composant et aux capacités de l'assembleur. Recommandations de masque de soudure, de pochoir et de pâte pour minimiser les défauts Utilisez une couverture de pâte de 60 à 80 % par plage comme point de départ et des formes d'ouverture courantes (rectangulaires avec coins arrondis) pour contrôler le mouillage. L'épaisseur typique du pochoir est de 0,10 à 0,15 mm (4 à 6 mil) ; réduisez la surface d'ouverture de 10 à 30 % pour les résistances minces afin de réduire le risque d'effet de tombeau. Envisagez une pâte asymétrique pour les terminaisons de dissipation thermique lorsqu'une extrémité a une masse thermique plus élevée pour équilibrer les forces de soudure pendant la refusion. Considérations d'assemblage et de fiabilité (refusion, inspection, modes de défaillance) Profils de refusion et meilleures pratiques de brasage pour les résistances 0603 Adoptez un profil de refusion sans plomb respectant la température maximale de brasage du composant : une rampe contrôlée (~1–3 °C/s), une zone de maintien pour activer le flux, et un temps de pic dans les limites du fournisseur (assez court pour éviter les surcharges). Ajustez la taille de la buse de placement et la vitesse de pose pour minimiser les vibrations et réduire les erreurs de placement ; affinez la force de placement pour éviter l'inclinaison des composants pour les pièces 0603. Modes de défaillance courants et recommandations de test/inspection Les défaillances fréquentes comprennent l'effet de tombeau, des joints de soudure incomplets, des fissures mécaniques et des surcharges électrothermiques. Inspectez par microscopie optique la qualité des joints et par rayons X les vides cachés sur les PCB densifiés. Effectuez des tests de fiabilité ciblés tels que les cycles thermiques, les chocs mécaniques et le gel-humidité selon les directives de l'IPC pour la qualification. Définissez des critères d'acceptation pour le prototypage par rapport à la production afin de simplifier le traitement des défaillances. Liste de contrôle de mise en œuvre et notes de nomenclature / production Liste de contrôle de la conception à la production (étapes exploitables) Avant la publication : confirmez les valeurs électriques et thermiques de la fiche technique, finalisez une empreinte respectueuse de l'IPC, effectuez les vérifications DRC et DFM, générez un modèle 3D, vérifiez les ouvertures du pochoir, réalisez un prototype avec le fournisseur d'assemblage prévu, et effectuez des tests thermiques et fonctionnels. Validez également les programmes de placement et les paramètres de refusion lors d'un essai pilote avant de vous engager dans une production de volume afin de détecter rapidement les imprévus thermiques ou d'assemblage. Dénomination de la nomenclature (BOM), approvisionnement et détails de placement Indiquez le formatage exact du numéro de pièce dans la nomenclature pour éviter les substitutions et notez l'orientation de la bande et la quantité de la bobine. Indiquez l'orientation du chargeur et le type de buse préféré dans les notes d'assemblage (petite buse d'aspiration ~0,8–1,0 mm typique). Incluez les conventions de désignation de référence et tout équivalent interdit afin de maintenir la cohérence de l'approvisionnement et du placement d'une fabrication à l'autre. Résumé Vérifiez les champs critiques de la fiche technique — résistance, tolérance, puissance nominale, TCR et courbes de déclassement — avant de finaliser le placement et la conception thermique pour éviter de surcharger le composant RM06F84R5CT dans les configurations denses. Suivez la géométrie des plages d'accueil conforme à l'IPC pour la résistance 0603 et validez l'empreinte PCB ainsi que les choix de masque de soudure avec votre assembleur afin de réduire l'effet de tombeau et les défauts de brasage. Réalisez un essai pilote contrôlé : finalisez les ouvertures de pochoir, ajustez les programmes de refusion et de placement, inspectez par des méthodes optiques/rayons X, et effectuez des tests thermiques/mécaniques ciblés avant les lancements en volume. Validez l'empreinte finale par rapport à la fiche technique du composant et auprès de votre assembleur sous contrat avant la production en volume. Questions courantes Comment décoder la référence de pièce RM06F84R5CT ? La référence se décode comme suit : RM représente la série de résistances CMS à couche épaisse, 06 désigne la taille de boîtier métrique 0603 (1608), F spécifie la classe de tolérance de précision de 1 %, 84R5 indique la valeur de résistance nominale de 84,5 Ohms, et CT fait référence à l'emballage standard en bande papier et bobine. Comment puis-je confirmer les valeurs correctes de la fiche technique pour cette résistance ? Commencez par extraire la résistance nominale, la tolérance, la puissance nominale, le TCR (coefficient de température) et la température maximale de soudage. Vérifiez les courbes de déclassement et les limites d'impulsions/de surintensité ; enregistrez le motif de plage d'accueil recommandé s'il est fourni. Comparez ces valeurs avec votre modèle thermique et vos contraintes de placement avant d'approuver la nomenclature (BOM) pour l'approvisionnement. Quels problèmes d'empreinte PCB causent fréquemment des défaillances d'assemblage ? Les problèmes courants comprennent des ouvertures de pâte trop grandes, des plages d'accueil (pads) qui ne prennent pas en compte la tolérance des composants, et un dégagement insuffisant du vernis d'épargne. Cela conduit à l'effet de tombeau, à des ponts de soudure ou à des joints de soudure insuffisants. Utilisez les directives de l'IPC, validez un échantillon de pochoir et effectuez un essai rapide de placement et de refusion pour confirmer la fiabilité de l'empreinte choisie sur votre empilage de cartes. Quelles étapes d'inspection et de test sont essentielles pour les premières phases de production ? Effectuez une inspection optique des joints de soudure, optez pour une inspection par rayons X sur les cartes denses afin de repérer les vides cachés, et réalisez des tests de cycles thermiques et fonctionnels simples sur des prototypes. Définissez des critères d'acceptation (continuité électrique, absence de fissures visibles, résistance stable au fil des cycles) pour détecter les problèmes d'assemblage marginaux avant de passer à une production à plus grande échelle.