RM06F84R5CT 0603 مقاومت: دیتاشیت و فوتپرینت PCB
قطعه RM06F84R5CT معمولاً در جاهایی که فضای برد محدود و قابلیت اطمینان بالا اهمیت دارد، مشخص میشود؛ PCBهای متراکم امروزی همچنان از فرمفاکتور 0603 برای طراحیهای سیگنال مخلوط (mixed-signal) استفاده میکنند. خواندن صحیح دیتاشیت RM06F84R5CT و ایجاد یک فوتپرینت PCB منطبق با IPC مستقیماً بر راندمان لحیمکاری و قابلیت اطمینان طولانیمدت در محصول نهایی تأثیر میگذارد. این مقاله نکات برجسته مشخصات، راهنمای فوتپرینت، نکات مونتاژ و یک چکلیست کاربردی را برای طراحان و مونتاژکنندگان ارائه میدهد.
مرور محصول — نگاهی سریع به RM06F84R5CT
شناسه قطعه و کاربردهای رایج
قطعه RM06F84R5CT به عنوان یک مقاومت چیپ فیلم ضخیم از سری 0603 با مقدار نامی مشخص شده در وسط پارت نامبر و کلاسهای تلرانس استاندارد موجود، رمزگشایی میشود. کاربردهای رایج شامل ورودیهای سنسور، مقاومتهای pull-up و پیادهسازیهای فشرده حسگر جریان است که در آنها ضخامت کم و حداقل مساحت برد در اولویت قرار دارند. هنگام اضافه کردن RM06F84R5CT به لیست قطعات (BOM)، تلرانس، گزینه TCR و نوع بستهبندی (نوار و ریل) را تایید کنید.
چرا اندازه مقاومت 0603 برای PCBهای مدرن اهمیت دارد
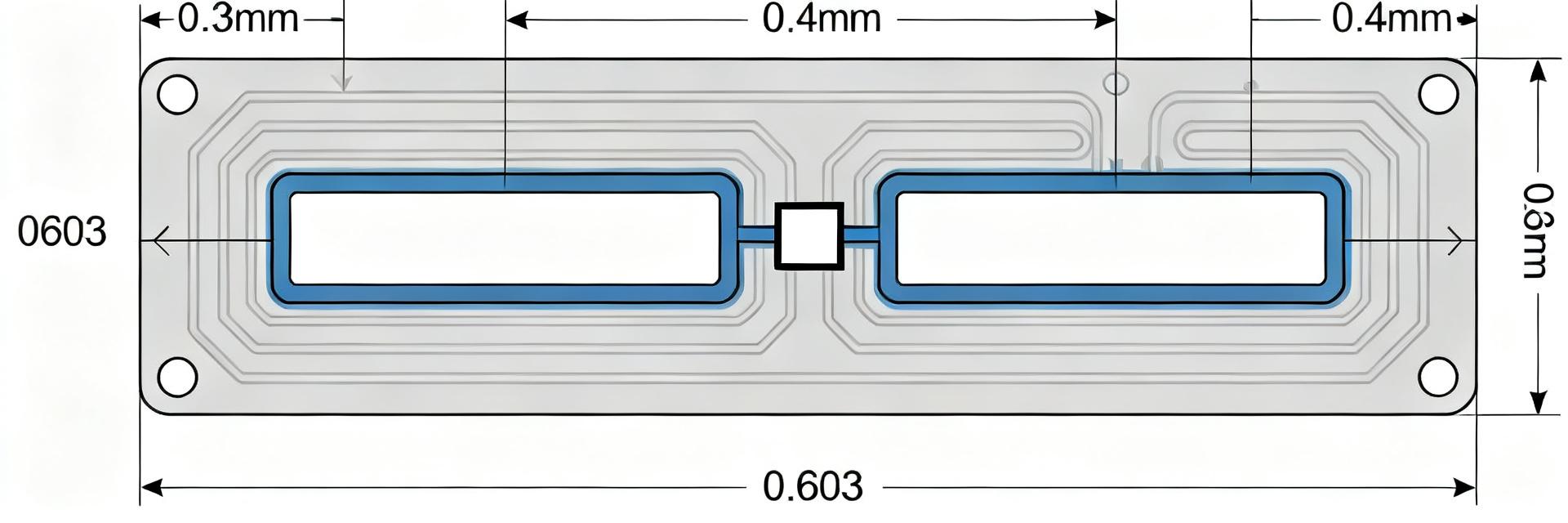
مقاومت 0603 ابعادی در حدود 0.06 × 0.03 اینچ (~1.6 × 0.8 میلیمتر) دارد که نسبت بسیار خوبی از مساحت به کارایی را برای بردهای متراکم ارائه میدهد. استفاده از مقاومت 0603 شلوغی سیمکشی را کاهش میدهد اما اتلاف توان مجاز را محدود کرده و حساسیت جابجایی قطعه را افزایش میدهد. محدودیتهای پکیج بر تصمیمات فوتپرینت، گزینههای تخلیه حرارتی (thermal relief) و ابزارآلات pick-and-place تأثیر میگذارد، بنابراین طراحان باید صرفهجویی در فضا را در مقابل مصالحههای مونتاژ و حرارتی بسنجند.
بررسی عمیق دیتاشیت — مشخصات الکتریکی, مکانیکی و حرارتی
| مشخصات پارامتر | مقدار RM06F84R5CT | تاثیر بر طراحی و چیدمان PCB |
|---|---|---|
| مقاومت نامی | 84.5 Ω (رمزگشایی شده از طریق "84R5") | بسیار مهم برای مطابقت مسیرهای مستقیم و کنترل امپدانس |
| تلرانس استاندارد | ±1.0% (استاندارد کلاس F) | تعیین مرزهای دقیق برای رابطهای آنالوگ با کارایی بالا |
| محدودیت اتلاف توان | 0.1W (1/10 وات در 70 درجه سانتیگراد) | نیاز به تخلیه حرارتی محلی و بررسیهای دقیق نسبت توان به مساحت دارد |
| ضریب دمایی (TCR) | ±100 ppm/°C | کاهش انحراف مقدار مقاومت در محدودههای دمایی استاندارد کاری |
مشخصات الکتریکی برای بررسی (چه مواردی باید از دیتاشیت استخراج شوند)
فیلدهای الکتریکی کلیدی برای استخراج: مقاومت نامی، تلرانس، توان نامی (با شرایط نصب روی PCB)، ضریب دمایی مقاومت (TCR)، جریان نامی و محدودیتهای جریان هجومی، ضریب نویز و انرژی پالس مجاز. همچنین برای جلوگیری از فشار بیش از حد در کاربرد نهایی، منحنیها یا نمودارهای کاهش توان (derating) را که نشاندهنده توان در مقابل دمای محیط هستند و هرگونه دمای حداکثر نقطه داغ مشخص شده را ثبت کنید.
پارامترهای مکانیکی و حرارتی مؤثر بر فوتپرینت/چیدمان
از روی دیتاشیت، ابعاد قطعه، هندسه ترمینال، حداکثر دمای توصیه شده لحیمکاری و محدودیتهای پروفایل ریفلو را ثبت کنید. به شرایط توصیه شده نگهداری و جابجایی توجه کنید. اگر سازنده یک الگوی لندپترن پیشنهادی ارائه داده است، آن ابعاد را ثبت کنید؛ در غیر این صورت، حداکثر دمای لحیمکاری و زمان پیک پیشنهادی را ثبت کنید تا تصمیمگیریها برای شابلون و پد در طول چیدمان هدایت شوند.
توصیههای فوتپرینت PCB و الگوی لندپترن برای 0603
الگوی لندپترن هدایت شده توسط IPC — ابعاد پد پیشنهادی (مثال عملی)
دستورالعملهای IPC-7351 را برای الگوهای لندپترن SMD دنبال کرده و آنها را با شرکت سازنده تایید کنید. نمونه ابعاد نامی قطعه: ~0.06 × 0.03 اینچ (≈1.6 × 0.8 میلیمتر). یک نمونه عملی لندپترن از طول پد حدود 0.9 میلیمتر و عرض پد نزدیک به 0.6 میلیمتر با فاصله پد تا پد حدود 0.1-0.2 میلیمتر استفاده میکند؛ این محدودهها را برای پدهای تعریف شده با سولدرماسک (soldermask-defined) در مقابل پدهای تعریف شده با مس (copper-defined) تطبیق دهید. همیشه فوتپرینت PCB را با دیتاشیت قطعه و تواناییهای مونتاژکننده خود بررسی و تایید کنید.
توصیههای سولدرماسک، شابلون و خمیر برای به حداقل رساندن عیوب
به عنوان نقطه شروع، از پوشش خمیر ۶۰ تا ۸۰ درصد برای هر پد و اشکال رایج روزنه (مستطیلی با گوشههای گرد) برای کنترل ترشوندگی استفاده کنید. ضخامت معمولی شابلون 0.10-0.15 میلیمتر (4-6 mil) است؛ برای مقاومتهای نازک، مساحت روزنه را ۱۰ تا ۳۰ درصد کاهش دهید تا خطر تامباستونینگ کمتر شود. خمیر نامتقارن را برای ترمینالهای هیتسینک در مواردی که یک سمت جرم حرارتی بالاتری دارد در نظر بگیرید تا نیروهای لحیمکاری در طول ریفلو متعادل شوند.
ملاحظات مونتاژ و قابلیت اطمینان (ریفلو، بازرسی, حالتهای شکست)
پروفایلهای ریفلو و بهترین روشهای لحیمکاری برای مقاومتهای 0603
یک پروفایل ریفلو بدون سرب (lead-free) را اتخاذ کنید که حداکثر دمای لحیمکاری قطعه را رعایت کند: یک شیب دمایی کنترل شده (~1-3 °C/s)، یک ناحیه پیشگرم (soak) برای فعالسازی فلاکس، و زمان پیک در محدودههای مجاز سازنده (به اندازه کافی کوتاه برای جلوگیری از فشار بیش از حد). اندازه نازل pick-and-place و سرعت جایگذاری را برای به حداقل رساندن لرزش و کاهش خطای جایگذاری تنظیم کنید؛ نیروی جایگذاری را برای جلوگیری از کج شدن قطعات 0603 بهینهسازی کنید.
حالتهای خرابی رایج و توصیههای تست/بازرسی
خرابیهای رایج شامل تامباستونینگ, فیلتهای لحیم ناقص، ترکهای مکانیکی و فشار بیش از حد الکتروحرارتی (overstress) است. برای کیفیت فیلت از میکروسکوپ نوری و برای یافتن حفرههای پنهان در PCBهای متراکم از اشعه ایکس (X-ray) استفاده کنید. تستهای قابلیت اطمینان هدفمند مانند چرخههای حرارتی، شوک مکانیکی و یخزدگی رطوبت را بر اساس راهنمای IPC برای تایید صلاحیت اجرا کنید. معیارهای پذیرش را برای نمونههای اولیه در مقابل تولید تعریف کنید تا روند عیبیابی خرابیها تسهیل شود.
چکلیست پیادهسازی و یادداشتهای تولید / لیست قطعات (BOM)
چکلیست طراحی تا تولید (مراحل عملی)
پیش از انتشار نهایی: مقادیر الکتریکی و حرارتی دیتاشیت را تایید کنید، فوتپرینت منطبق با IPC را نهایی کنید، بررسیهای DRC و DFM را اجرا کنید، مدل سهبعدی (3D) تولید کنید، روزنههای شابلون را تایید کنید، با مونتاژکننده مدنظر نمونه اولیه بسازید و تستهای حرارتی و عملکردی را اجرا کنید. همچنین برنامههای جایگذاری و تنظیمات ریفلو را در یک تولید آزمایشی (pilot run) قبل از تعهد به تولید انبوه تایید کنید تا غافلگیریهای مونتاژ یا حرارتی را زودتر شناسایی کنید.
نامگذاری BOM، تدارکات و جزئیات pick-and-place
فرمت دقیق پارت نامبر را در BOM فهرست کنید تا از جایگزینیهای اشتباه جلوگیری شود و جهت نوار و ریل و تعداد ریل را یادداشت کنید. جهت فیدر و نوع نازل ترجیحی را در یادداشتهای مونتاژ ارائه دهید (نازل وکیوم کوچک ~0.8-1.0 میلیمتر معمولی است). قراردادهای نامگذاری رفرنس دزیگناتور (reference designator) و هرگونه جایگزین ممنوع را درج کنید تا تدارکات و جایگذاری در تمام مراحل تولید هماهنگ باقی بماند.
خلاصه (نتیجهگیری)
- فیلدهای کلیدی دیتاشیت — مقاومت، تلرانس، توان نامی، TCR و منحنیهای کاهش توان — را قبل از نهایی کردن جایگذاری و طراحی حرارتی تایید کنید تا از فشار بیش از حد به RM06F84R5CT در چیدمانهای متراکم جلوگیری شود.
- هندسه پد مطابق با استانداردهای IPC را برای مقاومت 0603 دنبال کنید و فوتپرینت PCB و گزینههای سولدرماسک را با مونتاژکننده خود تایید کنید تا پدیده تامباستونینگ و عیوب لحیمکاری کاهش یابد.
- یک پایلوت آزمایشی کنترل شده را اجرا کنید: روزنههای شابلون را نهایی کنید، برنامههای ریفلو و pick-and-place را تنظیم کنید، با روشهای نوری/اشعه ایکس بازرسی کنید و تستهای هدفمند حرارتی/مکانیکی را قبل از تولید انبوه انجام دهید.
فوتپرینت نهایی را با دیتاشیت قطعه و مونتاژکننده قراردادی خود قبل از تولید انبوه تایید کنید.
سوالات متداول
چگونه پارت نامبر RM06F84R5CT را رمزگشایی کنم؟
پارت نامبر به این صورت رمزگشایی میشود: RM نشاندهنده سری مقاومتهای چیپ فیلم ضخیم، 06 نشاندهنده مقیاس پکیج متریک 0603 (1608), حرف F مشخصکننده کلاس تلرانس دقیق 1٪، 84R5 نشاندهنده مقدار مقاومت نامی 84.5 اهم، و CT به بستهبندی استاندارد نوار کاغذی و ریل (Paper Tape & Reel) اشاره دارد.
چگونه مقادیر صحیح دیتاشیت را برای این مقاومت تایید کنم؟
کار خود را با استخراج مقاومت نامی، تلرانس، توان نامی، TCR و حداکثر دمای لحیمکاری شروع کنید. منحنیهای کاهش توان (derating curves) و محدودیتهای پالس/جریان هجومی را بررسی کنید؛ الگوی لندپترن پیشنهادی را در صورت وجود ثبت کنید. این مقادیر را پیش از تایید BOM برای خرید، با مدل حرارتی و محدودیتهای pick-and-place خود مطابقت دهید.
کدام مشکلات فوتپرینت PCB معمولاً باعث شکست در مونتاژ میشوند؟
مشکلات رایج شامل بزرگ بودن روزنههای شابلون خمیر (stencil apertures)، پدهایی که تلرانس قطعه را در نظر نمیگیرند و فاصله ناکافی سولدرماسک (soldermask clearance) است. این موارد منجر به تامباستونینگ، پل لحیم (bridging) یا فیلتهای ناقص میشود. از راهنمای IPC استفاده کنید، یک نمونه شابلون را ارزیابی نمایید و یک پایلوت سریع جایگذاری و ریفلو را برای تایید عملکرد مطمئن فوتپرینت انتخابی در استکآپ برد خود اجرا کنید.
کدام مراحل بازرسی و تست برای بردهای تولید اولیه ضروری هستند؟
بازرسی نوری را برای فیلتهای لحیم انجام دهید، در بردهای متراکم از اشعه ایکس (X-ray) برای یافتن حفرههای پنهان استفاده کنید و چرخههای حرارتی ساده و تستهای عملکردی را روی پروتوتایپها اجرا کنید. معیارهای پذیرش (اتصال الکتریکی، عدم وجود ترکهای قابل مشاهده، مقاومت پایدار در طول چرخهها) را برای شناسایی مشکلات مونتاژ مرزی قبل از افزایش مقیاس به تولید بزرگتر تعریف کنید.