راهنمای فوتپرینت 0603: مشخصات دقیق پد برای RM06F95R3CT
گزارشهای مونتاژ صنعتی بارها فوتپرینتهای اشتباه ۰۶۰۳ را به عنوان یکی از عوامل اصلی عیوب لحیمکاری معرفی کردهاند. نکته: هندسه اشتباه لند منجر به اثر سنگ قبر (tombstoning)، فیلتهای ناکافی و پل زدن (bridging) میشود. شواهد: مطالعات تجمعی عیوب نشان میدهد که جانمایی اشتباه قطعات غیرفعال سهم بزرگی از شکستهای مرحله اول بازرسی را به خود اختصاص میدهند. توضیح: این راهنما اعداد دیتاشیت RM06F95R3CT را به یک فوتپرینت ۰۶۰۳ تایید شده برای تولید تبدیل میکند.
نکته: یک فوتپرینت ۰۶۰۳ قابل اطمینان، تعادلی بین حجم خمیر، بازدهی و قابلیت تست ایجاد میکند. شواهد: طراحی هدفمند پد باعث کاهش دوبارهکاری و بهبود نرخ قبولی AOI در تولیدات قراردادی میشود. توضیح: برای ایجاد یک فوتپرینت آماده تولید، مراحل استخراج داده، انطباق با IPC، سه نوع دستورالعمل پد و چکلیست DFM زیر را دنبال کنید.
۱ — پیشزمینه: اصول فوتپرینت ۰۶۰۳
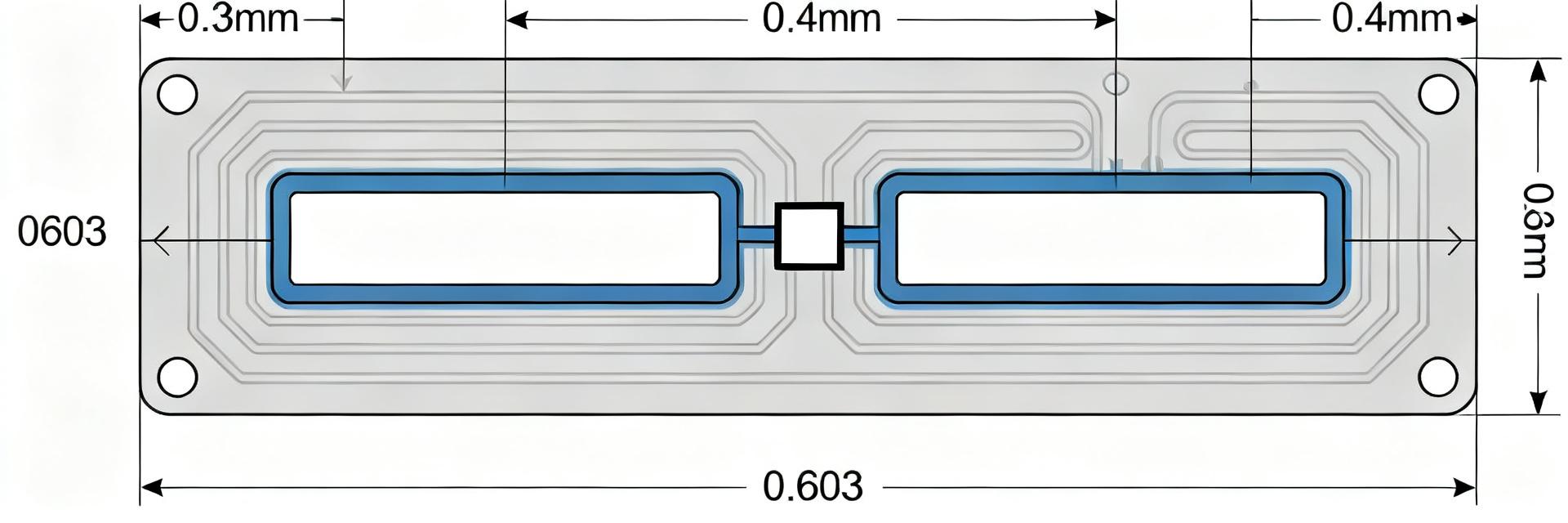
نکته: ۰۶۰۳ نشاندهنده اندازه نامی امپریال ۰.۰۶"×۰.۰۳" (≈۱.۵۲×۰.۷۶ میلیمتر) است؛ در سیستم متریک معمولاً ۱.۶×۰.۸ میلیمتر ذکر میشود. شواهد: تولرانسهای معمول بدنه بین ±۰.۰۵ تا ۰.۱۵ میلیمتر متغیر است؛ متالیزاسیون ترمینال اغلب ۰.۲ تا ۰.۶ میلیمتر امتداد دارد. توضیح: چیدمان پد باید بر اساس وسعت متالیزاسیون باشد، نه فقط خطوط بیرونی بدنه.
۲ — استخراج داده از دیتاشیت: مشخصات RM06F95R3CT
| پارامتر | معمول (میلیمتر) | تولرانس (میلیمتر) |
|---|---|---|
| طول بدنه (L) | ۱.۶۰ | ±۰.۱۰ |
| عرض بدنه (W) | ۰.۸۰ | ±۰.۱۰ |
| ترمینال (a) | ۰.۳۰ | ±۰.۲۰ |
۳ — انطباق صنعتی و هندسه پد
نکته: اندازهگیریها را با استانداردهای IPC-7351 مطابقت دهید. شواهد: کلاس ۲ (تجاری) از حالت IPC Nominal برای تعادل استفاده میکند. توضیح: از فرمولها (طول = ترمینال + همپوشانی؛ عرض = ترمینال + مجاز) برای تعیین فواصل Toe/Heel و حریم قطعه (Courtyard) برای RM06F95R3CT استفاده کنید.
۴ — دستورالعملهای کاربردی مشخصات پد
| نوع دستورالعمل | طول پد (میلیمتر) | عرض پد (میلیمتر) | فاصله (میلیمتر) |
|---|---|---|---|
| محافظهکارانه | ۱.۲۰ | ۰.۸۰ | ۰.۵۵ |
| استاندارد IPC | ۱.۰۵ | ۰.۶۵ | ۰.۵۰ |
| فشرده | ۰.۹۵ | ۰.۵۵ | ۰.۴۵ |
۵ — بهینهسازی مونتاژ و ریفلو
نکته: دقت جانمایی بر اثر سنگ قبر تأثیر میگذارد. شواهد: دقت جانمایی ±۰.۰۵ تا ۰.۱۰ میلیمتر را هدف قرار دهید. توضیح: در صورت بروز عیوب، حجم خمیر را تنظیم کنید (کاهش اپرچر به ۶۰-۸۰٪) یا پروفایل سوک حرارتی را برای کنترل تشکیل اتصال تثبیت کنید.
۶ — چکلیست DFM پیش از تولید
نکته: قبل از انتشار، فایل گربر را چک کنید. شواهد: واحدها، فاصله پد به پد و حریم سولدرماسک را تایید کنید. توضیح: اطمینان حاصل کنید که کتابخانه فوتپرینت دقیقاً با دیتاشیت RM06F95R3CT مطابقت دارد؛ با یک اجرای آزمایشی، خطاهای احتمالی در خواندن واحدها یا اپرچرهای بزرگ را اصلاح کنید.
خلاصه
- ابعاد دقیق ترمینال (L/W/a) را از دیتاشیت RM06F95R3CT استخراج کنید؛ از وسعت ترمینال برای محاسبات طول استفاده کنید.
- اعداد دیتاشیت را با پروفایلهای IPC-7351 مطابقت دهید (حالت Nominal برای اکثر تولیدکنندگان استاندارد است) تا از لحیمکاری قابل پیشبینی اطمینان حاصل کنید.
- از بین دستورالعملهای محافظهکارانه، استاندارد یا فشرده بر اساس تراکم برد انتخاب کنید؛ قبل از تولید انبوه، از طریق چکلیست DFM اعتبارسنجی کنید.
چگونه فوتپرینت RM06F95R3CT را با قطعه فیزیکی مطابقت دهم؟
متالیزاسیون ترمینال و ابعاد بدنه را روی نمونه قطعات اندازهگیری کنید یا به نقشه دیتاشیت مراجعه کنید؛ آنها را با طرحهای پد CAD خود بر حسب میلیمتر و میل مقایسه کنید. مبدأ قرارگیری و همترازی را تایید کنید، سپس یک پنل تست را برای بررسی وضعیت انتقال خمیر، جانمایی و رفتار ریفلو قبل از تولید کامل اجرا کنید.
کدام دستورالعمل پد برای تولید قراردادی RM06F95R3CT بهتر است؟
برای بیشتر تولیدکنندگان، IPC-nominal بهترین شروع است: حجم خمیر و تراکم متعادل. این حالت خیسشوندگی قابل پیشبینی را برای RM06F95R3CT فراهم میکند در حالی که فضای اشغال شده پد معقول باقی میماند. فقط زمانی به حالت محافظهکارانه بروید که تمرکز بر دوبارهکاری دستی است، یا زمانی به حالت فشرده بروید که تراکم بالا و کنترل دقیق استنسیل اثبات شده باشد.
چه تنظیمات سریعی در فرآیند ریفلو در صورت مشاهده اثر سنگ قبر یا پل زدن در RM06F95R3CT کمک میکند؟
اول، حجم خمیر را ۱۰ تا ۳۰ درصد کاهش دهید یا کاهش اپرچر را تغییر دهید؛ دوم، پروفایل حرارتی را برای اصلاح توالی خیسشوندگی تنظیم کنید (رمپ کندتر یا تغییر مرحله سوک)؛ سوم، ضخامت استنسیل یا شکل اپرچر را اصلاح کنید. نتایج را در یک پنل آزمایشی پیگیری کرده و مشخصات پد و تنظیمات خمیر را تکرار کنید.
ابعاد بحرانی ۰۶۰۳ برای RM06F95R3CT کدامند؟
بدنه استاندارد ۱.۶ میلیمتر در ۰.۸ میلیمتر است. ابعاد بحرانی شامل عرض ترمینال (حدود ۰.۳ میلیمتر) و فاصله کل بین دو انتهای ترمینال است که موقعیتهای Toe و Heel پد را برای تشکیل صحیح فیلت لحیم تعیین میکند.