RM06F84R5CT 0603 Резистор: Техническое описание и посадочное место на печатной плате
Резистор RM06F84R5CT обычно выбирают в тех случаях, когда площадь печатной платы ограничена и критически важна надежность; современные печатные платы высокой плотности по-прежнему используют типоразмер 0603 для схем со смешанными сигналами. Правильное чтение технического описания (даташита) RM06F84R5CT и создание посадочного места на печатной плате с учетом стандартов IPC напрямую влияют на выход годных при пайке и долгосрочную надежность изделия в полевых условиях. В этой статье представлены ключевые характеристики, рекомендации по посадочному месту, советы по сборке и практический контрольный список для разработчиков и технологов сборки.
Обзор продукта — RM06F84R5CT с первого взгляда
Идентификация компонента и типовые области применения
RM06F84R5CT расшифровывается как толстопленочный чип-резистор серии 0603 с номиналом, указанным в середине кода компонента, и доступными стандартными классами допуска. Типовые области применения включают входы датчиков, подтягивающие резисторы (pull-up) и компактные схемы измерения тока, где приоритетом являются низкий профиль и минимальная площадь платы. При добавлении RM06F84R5CT в ведомость материалов (BOM) подтвердите допуск, вариант ТКС и тип упаковки (лента на катушке).
Почему размер резистора 0603 важен для современных печатных плат
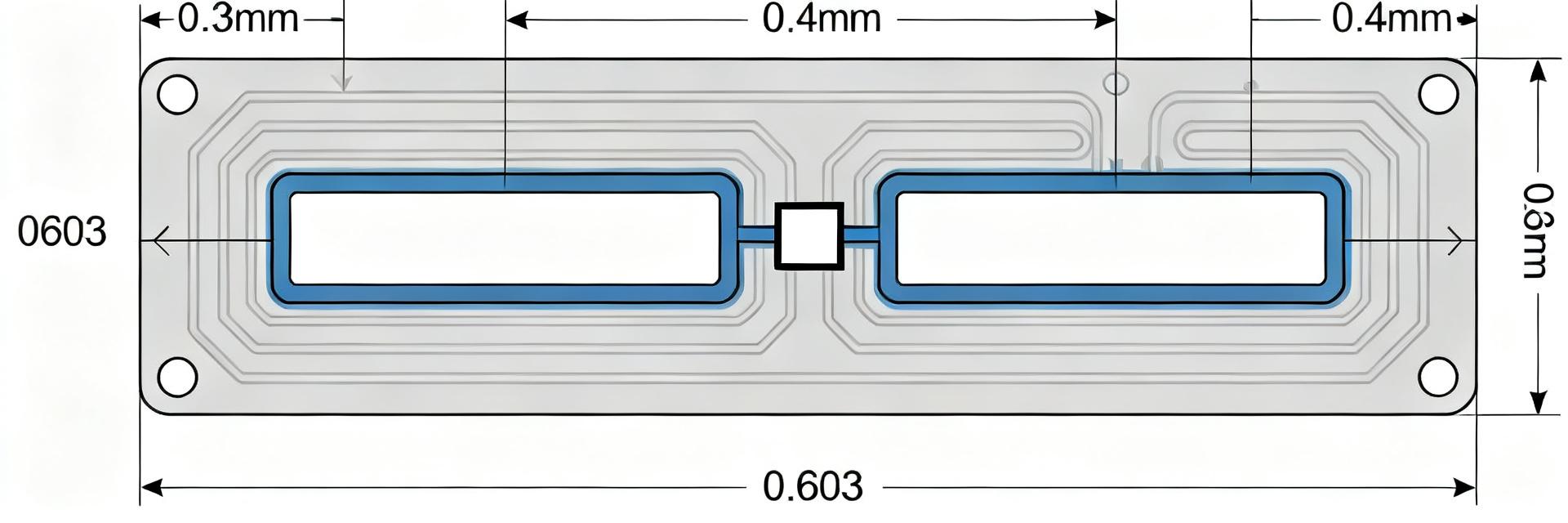
Резистор типоразмера 0603 имеет размеры примерно 0,06" × 0,03" (~1,6 × 0,8 мм), предлагая отличное соотношение занимаемой площади к функциональности для плат высокой плотности. Использование резисторов 0603 снижает плотность трассировки, но ограничивает допустимую рассеиваемую мощность и повышает чувствительность при монтаже. Ограничения корпуса влияют на решения по посадочному месту, выбор теплоотвода и оснастку установщика компонентов, поэтому разработчики должны взвешивать экономию пространства на фоне компромиссов сборки и теплоотвода.
Глубокий анализ технического описания — электрические, механические и тепловые характеристики
| Спецификация параметра | Значение RM06F84R5CT | Влияние на проектирование и трассировку печатной платы |
|---|---|---|
| Номинальное сопротивление | 84,5 Ом (расшифровано по коду "84R5") | Критически важно для прямого согласования трактов и контроля импеданса |
| Стандартный допуск | ±1,0% (стандарт класса F) | Устанавливает точные границы для высокопроизводительных аналоговых интерфейсов |
| Предел рассеиваемой мощности | 0,1 Вт (1/10 Вт при 70°C) | Требует локального теплового зазора и строгого контроля соотношения мощности к площади |
| Температурный коэффициент (ТКС) | ±100 млн⁻¹/°C | Минимизирует дрейф в стандартных диапазонах рабочих температур |
Электрические характеристики для проверки (что извлечь из технического описания)
Ключевые электрические параметры для извлечения: номинальное сопротивление, допуск, номинальная мощность (с учетом условий монтажа на плату), температурный коэффициент сопротивления (ТКС), номинальный ток и пределы перегрузки по току, уровень шума и допустимая энергия импульса. Также зафиксируйте кривые снижения мощности в зависимости от температуры окружающей среды и любую указанную максимальную температуру перегрева, чтобы избежать электрических перегрузок в приложении.
Механические и тепловые параметры, влияющие на посадочное место/трассировку
Из технического описания запишите размеры компонентов, геометрию выводов, рекомендуемые температурные максимумы пайки и ограничения профиля оплавления. Обратите внимание на рекомендуемые условия хранения и транспортировки. Если производитель предоставляет рекомендуемую конфигурацию контактных площадок, запишите эти размеры; в противном случае зафиксируйте максимальную температуру пайки и рекомендуемое пиковое время для определения параметров трафарета и контактных площадок при трассировке.
Рекомендации по посадочному месту на плате и конфигурации площадок для 0603
Конфигурация площадок по стандарту IPC — рекомендуемые размеры контактных площадок (практический пример)
Следуйте указаниям стандарта IPC-7351 для посадочных мест SMD-компонентов и проверяйте их на соответствие рекомендациям производителя. Пример номинального размера компонента: ~0,06" × 0,03" (≈1,6 × 0,8 мм). На практике для конфигурации контактных площадок используются длины площадок около 0,9 мм и ширина площадок около 0,6 мм с зазором между площадками около 0,1–0,2 мм; адаптируйте эти диапазоны для контактных площадок, ограниченных паяльной маской (Solder Mask Defined), по сравнению с площадками, ограниченными медью (Non-Solder Mask Defined). Всегда проверяйте посадочное место печатной платы по даташиту компонента и возможностям сборщика.
Рекомендации по маске, трафарету и паяльной пасте для минимизации дефектов
Используйте покрытие пастой от 60 до 80% на контактную площадку в качестве отправной точки и стандартные формы апертур (прямоугольные со скругленными углами) для контроля смачивания. Типичная толщина трафарета составляет 0,10–0,15 мм (4–6 мил); уменьшите площадь апертур на 10–30% для тонких резисторов, чтобы снизить риск эффекта надгробного камня. Рассмотрите возможность нанесения асимметричной пастой для выводов с теплоотводом, если один из концов имеет большую теплоемкость, чтобы сбалансировать силы натяжения припоя во время оплавления.
Вопросы сборки и надежности (оплавление, контроль, виды отказов)
Профили оплавления и лучшие практики пайки для резисторов 0603
Применяйте бессвинцовый профиль пайки оплавлением, соответствующий максимальной температуре пайки компонента: контролируемый нагрев (~1–3 °C/с), зона предварительного нагрева (активации флюса) и пиковое время в пределах ограничений поставщика (достаточно короткое во избежание перегрузок). Настройте размер вакуумного сопла установщика компонентов и скорость установки, чтобы минимизировать вибрации и предотвратить смещения; точно отрегулируйте усилие установки для предотвращения наклона компонентов 0603.
Распространенные виды отказов и рекомендации по тестированию/контролю
К частым отказам относятся эффект надгробного камня, неполные галтели припоя, механические трещины и электротепловая перегрузка. Проводите оптический контроль качества галтелей с помощью микроскопа и рентгенографический контроль для выявления скрытых пустот на платах с высокой плотностью монтажа. Проведите целевые испытания на надежность, такие как термоциклирование, механический удар и влагостойкость в соответствии с руководствами IPC для квалификации. Определите критерии приемки для прототипов и серийного производства, чтобы упростить анализ отказов.
Контрольный список реализации и примечания к BOM / производству
Контрольный список перехода от проектирования к производству (практические шаги)
Перед выпуском: подтвердите электрические и тепловые параметры по даташиту, утвердите посадочное место с учетом стандартов IPC, выполните проверки DRC и DFM, создайте 3D-модель, проверьте апертуры трафарета, соберите прототип с привлечением целевого сборщика и проведите тепловые и функциональные испытания. Также проверьте программы установки и настройки оплавления в пилотном запуске перед запуском серийного производства, чтобы на раннем этапе обнаружить возможные проблемы сборки или тепловыделения.
Именование в BOM, закупки и детали установки (pick-and-place)
Укажите точное форматирование парт-номера в BOM во избежание замен, а также отметьте ориентацию ленты в катушке и количество на катушке. Укажите ориентацию питателя и предпочтительный тип сопла в примечаниях по сборке (обычно небольшое вакуумное сопло ~0,8–1,0 мм). Включите правила обозначения позиционных обозначений (Reference Designators) и любые запрещенные альтернативные варианты, чтобы обеспечить единообразие закупок и установки между партиями.
Резюме
- Проверяйте критические параметры из даташита — сопротивление, допуск, номинальную мощность, ТКС и кривые снижения мощности — перед окончательным утверждением размещения компонентов и теплового проектирования во избежание перегрузки резистора RM06F84R5CT в плотных компоновках.
- Используйте геометрию контактных площадок на основе рекомендаций IPC для резистора 0603 и согласуйте посадочное место на плате и параметры паяльной маски со сборщиком для снижения вероятности эффекта надгробного камня и дефектов пайки.
- Проведите контролируемый пилотный запуск: утвердите апертуры трафарета, настройте программы оплавления и установки компонентов, выполните контроль оптическими методами/рентгеном и проведите целевые тепловые/механические испытания перед запуском серийного производства.
Перед началом серийного производства обязательно проверьте конечное посадочное место на соответствие техническому описанию компонента и требованиям вашего контрактного производителя.
Часто задаваемые вопросы
Как расшифровать маркировку (парт-номер) RM06F84R5CT?
Маркировка расшифровывается следующим образом: RM обозначает серию толстопленочных чип-резисторов, 06 указывает на метрический типоразмер упаковки 0603 (1608), F определяет класс точности с допуском 1%, 84R5 обозначает номинальное сопротивление 84,5 Ом, а CT относится к стандартной упаковке в бумажную ленту на катушке (Paper Tape & Reel).
Как подтвердить правильность значений из технического описания для этого резистора?
Начните с извлечения номинального сопротивления, допуска, номинальной мощности, ТКС (температурного коэффициента сопротивления) и максимальной температуры пайки. Проверьте графики снижения мощности, а также пределы импульсов/скачков тока; зафиксируйте рекомендуемую конфигурацию контактных площадок, если она предоставлена. Перед утверждением ведомости материалов (BOM) для закупок сопоставьте эти значения с вашей тепловой моделью и ограничениями установщика компонентов.
Какие проблемы с посадочным местом на печатной плате чаще всего приводят к дефектам сборки?
К распространенным проблемам относятся завышенные размеры апертур трафарета для паяльной пасты, контактные площадки, не учитывающие допуски компонентов, и недостаточный зазор маски. Это приводит к эффекту надгробного камня, перемычкам или недостаточным галтелям припоя. Используйте рекомендации IPC, проверьте образец трафарета и проведите быструю тестовую установку и пайку оплавлением для подтверждения надежности выбранного посадочного места на вашем стеке платы.
Какие этапы контроля и испытаний важны на ранних этапах производства?
Проведите визуальный контроль качества галтелей припоя, используйте рентгенографический контроль на платах высокой плотности для поиска скрытых пустот, а также выполните простые термоциклические и функциональные испытания на прототипах. Определите критерии приемки (электрическая непрерывность цепи, отсутствие видимых трещин, стабильность сопротивления в течение циклов), чтобы выявить критические проблемы сборки перед переходом к крупносерийному производству.