53398-0371 مواصفات الكونكتور: ورقة البيانات الكاملة والمقاييس
A professional engineering guide to compact wire-to-board applications, featuring technical breakdowns for the 1.25 mm pitch vertical header.
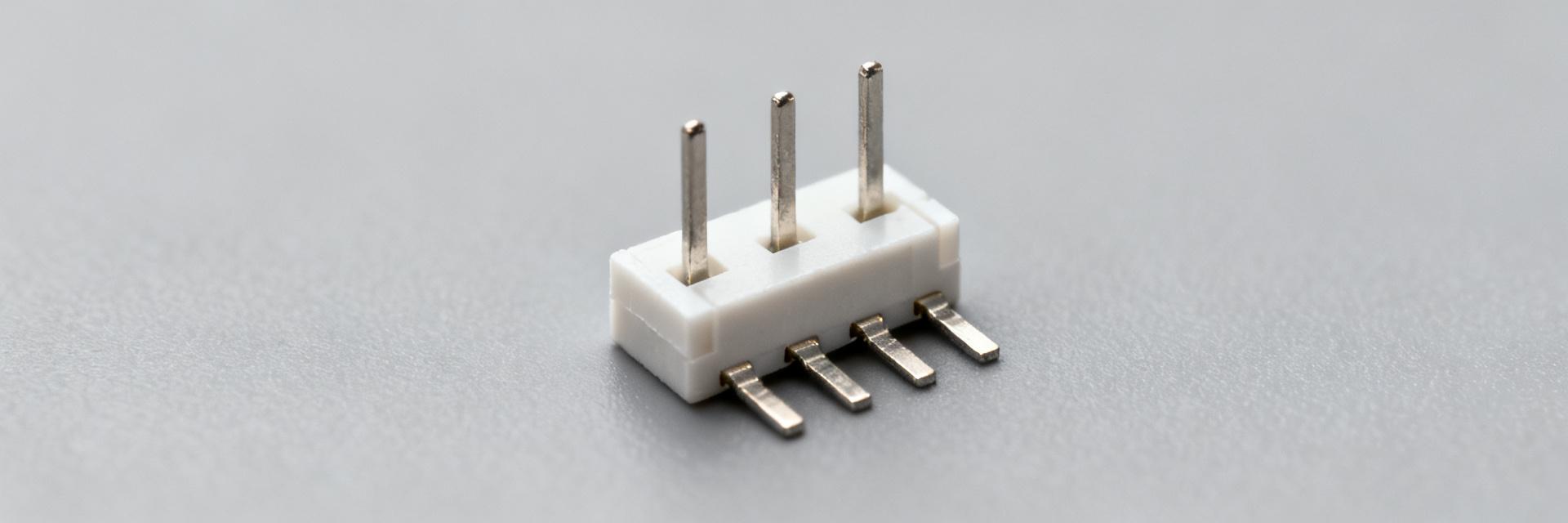
For compact wire-to-board applications demanding a 1.25 mm pitch, the 53398-0371 connector is commonly specified — a 3-position SMD vertical header rated approximately 1 A / 125 V with tin-plated pins and a ~0.6 mm termination post. This article delivers a concise, actionable breakdown of the part’s key specs, how to read its datasheet, and concrete design and assembly checks for engineering decisions.
Technical Goal:
Identify electrical/mechanical limits, extract footprint notes, and provide a pre-production checklist to reduce first-pass failures in low-current, high-density board designs.
1 — Quick Overview & Key Specs
1.1 — At-a-glance specs to lead with
Point: Core specs summarize applicability for dense layouts. Evidence: Key numbers are 1.25 mm pitch, 3 positions, SMD vertical mounting, male/pin contacts, ~1 A / 125 V rating, tin plating, and ~0.6 mm termination post. Explanation: These specs map to tight center-to-center routing constraints, low-current signaling buses, and compact housings; designers must budget board trace current accordingly and respect pad spacing when placing nearby components.
1.2 — Where to find the official datasheet and what to expect inside
Point: The official datasheet is the authoritative source for allowable limits. Evidence: Typical datasheet sections include electrical ratings, mechanical drawings, recommended PCB footprint, materials/finish, and environmental qualifications. Explanation: Verify the datasheet revision and dimensional tolerances before CAD export; treat the drawing tolerances as binding for courtyard, keepout, and solder fillet expectations to avoid mechanical interference or assembly issues.
2 — Electrical & Mechanical Data Deep-Dive
2.1 — Electrical performance and limits
Point: Understand derating and contact performance from the published specs and test data. Evidence: Current and voltage ratings are nominal and subject to derating with elevated ambient temperature or multiple adjacent pins loaded; contact resistance and dielectric withstand values in the datasheet indicate margin. Explanation: Perform bench checks (contact resistance sweep, continuity, and dielectric test) on samples and set derating curves in the system power budget to maintain acceptable temperature rise during peak loads.
2.2 — Mechanical dimensions and tolerances
Point: Mechanical drawings define what governs PCB routing and component clearance. Evidence: Pitch sets center-to-center spacing, body height and mating height control stacking clearance, and termination post length influences pad geometry and solder fillet. Explanation: Export top, side, and bottom drawing views to CAD, compare 2D critical dimensions vs. 3D STEP models, and build a mechanical clearance checklist for connector-to-connector and connector-to-shield separations before layout signoff.
3 — PCB Footprint, Assembly & Soldering Guidance
3.1 — Recommended PCB footprint and land pattern rules
Point: Pad shape and courtyard directly affect solder fillet quality and reliability. Evidence: For SMD vertical headers, recommended lands are elongated pads sized for a reliable fillet and thermal mass consistent with reflow profiles; courtyard and keepouts prevent solder bridging and allow inspection. Explanation: Use the datasheet land pattern as the baseline, enlarge pads slightly for manufacturing tolerance, add a clear courtyard, and include thermal relief or mask to balance solder wetting across the row and avoid tombstoning on short headers.
3.2 — Reflow profile, pick-and-place and handling notes
Point: Assembly process parameters protect the housing and ensure solder quality. Evidence: Compatible solder alloys (e.g., SAC alloys), a controlled reflow ramp-soak-peak profile, and handling precautions for small plastic housings are standard practice. Explanation: Specify vendor-recommended peak temperature window, recommend suitable pick-and-place nozzles for the small SMD body, and include AOI/X-ray inspection steps post-reflow to verify fillet formation and detect cold joints or voids.
4 — Compatibility, Mating & Use Cases
4.1 — Mating housings and connector families
Point: Confirm mating interface and retention before procurement. Evidence: Compatible housings are identified by mating height, contact gender, and retention method; part numbering conventions show mate geometry and contact alignment. Explanation: Cross-check mating-part mechanical drawings for mate height and latch style, verify contact count and pitch match, and request sample pairs to validate engagement force and retention if the product will be field-mated frequently.
4.2 — Typical application examples and environment fit
Point: Match the connector’s robustness to application environment. Evidence: The 1.25 mm pitch, low-current rating, and tin plating make the part suited to compact consumer and sensor interfaces or low-current control lines but less suitable for harsh vibration or high-current paths. Explanation: For vibration-prone or higher-current designs, consider alternatives with larger pitch, higher current rating, gold plating, or defined retention features to improve reliability under stress.
Technical Metrics Dashboard
5 — Qualification & Design Decisions
5.1 — Pre-production qualification checklist
Point: A short verification plan prevents escapes to production. Evidence: Checklist items include verifying datasheet revision, confirming mechanical tolerances, comparing electrical ratings to system requirements, and running sample tests (mate/unmate cycles, contact resistance over cycles, thermal cycling, and vibration if required). Explanation: Define pass/fail thresholds (e.g., change in contact resistance <10 mΩ after 500 cycles, no visible mechanical deformation, insulation resistance above system minimum) and require sample sign-off before batch placement.
5.2 — Procurement and alternates selection guide
Point: Specify attributes in the BOM to avoid wrong substitutions. Evidence: Include full part number, pitch, position count, plating, mounting style, and recommended footprint revision; evaluate alternates against pitch match, pin form, current rating, and mate compatibility. Explanation: Check packaging (tape & reel), MOQ and lead times, and require ESD-safe packaging; list acceptable alternates with documented cross-reference criteria to maintain assembly continuity if primary supply is constrained.
Summary Key Takeaways
- The 53398-0371 connector is a compact 3-position, 1.25 mm pitch SMD header; verify the datasheet specs for current, voltage, and mechanical tolerances before layout.
- Follow the datasheet footprint but apply best-practice pad sizing and thermal balance to secure reliable solder fillets and avoid tombstoning.
- Run pre-production sample tests and document pass/fail thresholds; include alternate parts in the BOM to mitigate supply chain risks.
Frequently Asked Questions
Q What is 533980371 and how does it differ from other 1.25 mm pitch headers?
533980371 denotes the specific part identifier used for this 3-position SMD vertical header. Differences from other 1.25 mm headers are in termination length, plating, current rating, and body height; always compare mechanical drawings and electrical specs to confirm interchangeability rather than relying on pitch alone.
Q How should I validate the datasheet for 533980371 before PCB release?
Begin by confirming datasheet revision and tolerances, then export critical views to CAD. Perform bench verification on samples: contact resistance, continuity, and a fit test with the mating housing. Validate footprint land pattern and run a solderability check on production boards to confirm fillet formation meets acceptance criteria.
Q What assembly inspection steps are recommended for boards with 533980371?
After reflow, perform AOI to check pad coverage and fillet quality, and use X-ray inspection for hidden joints if reliability is critical. For small SMD headers, tactile or visual inspection of mating alignment and a sample pull test can detect weak solder joints prior to full assembly.